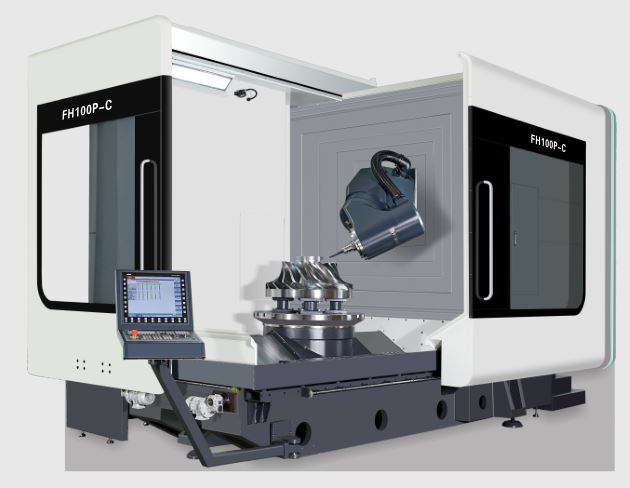
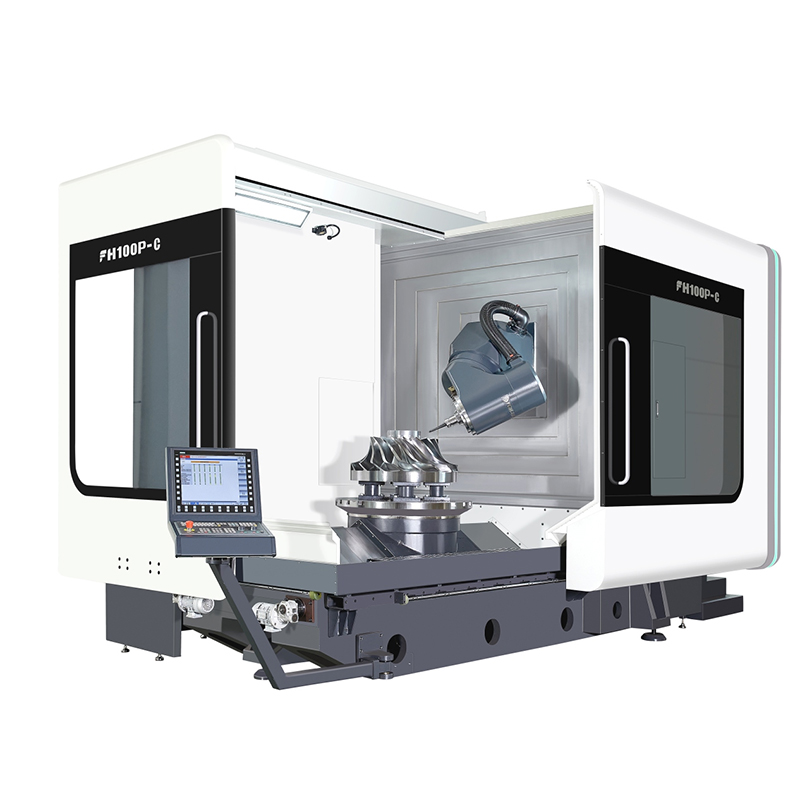
5 ღერძი ერთდროული დაფქვა 100P-C
მიწოდების ფარგლები
სტანდარტული აქსესუარების ფუნქციის ცხრილი (გთხოვთ, იხილეთ კონტროლერის ფუნქცია ელექტრო კონტროლის ნაწილისთვის)
1. Siemens 840DSL კონტროლერი
2. ბრენდი საკუთარი ხუთღერძიანი მრავალფუნქციური სვინგის თავი
3. ელექტრო spindle DGZX-24012/34B2-KFHWVJS
4. HSK-A100 40-ინსტრუმენტიანი ჟურნალის ავტომატური ხელსაწყოების შეცვლის სისტემა
5.X/Y/Z ღრუ გამაგრილებელი ბურთის ხრახნიანი ამძრავი
6. 7 როლიკებით ხაზოვანი სლაიდი (3 X ღერძისთვის, 2 Y/Z ღერძისთვის) - BOSCH REXROTH
7. X/Y/Z სამღერძიანი სრულად დახურული მარყუჟის ოპტიკური სახაზავი
8. ელექტრო ყუთის ტემპერატურის კონტროლის მოწყობილობა
9. Spindle ქულერი
10. სპირალური ჩიპის მოძრავი მოწყობილობა და უკანა რკინის ჩიპის კონვეიერის რკინის ჩიპის მანქანა
11. წყალი შპინდლის ცენტრიდან, რგოლისებრი წყლის შესხურება
12. ააფეთქეთ ჰაერი სპინდლის ცენტრში და ააფეთქეთ ჰაერი რგოლში.
13. ხუთღერძიანი ნახევარმთვარე წყალს უბერავს, ნახევარმთვარე კი ჰაერს.
14. 1 ტიპის უსაფრთხოების საკეტი წინა და გვერდითი სამუშაო კარებისთვის
15. შპინდლის ცირკულაციის გაგრილების მოწყობილობა.
16. წყალგაუმტარი სამუშაო ფლუორესცენტური ნათურა
17. ჰიდრავლიკური სადგურის მოწყობილობა
18. Renishaw OMP60 ინფრაწითელი ზონდის ერთეული
19. Renishaw Laser Tool Setter
20. ცენტრალური ცენტრალიზებული ავტომატური კვების საპოხი მოწყობილობა
21. ოპერაციული მხარის გამწმენდი წყლის იარაღი და საჰაერო ინტერფეისი
22. საჭრელი სითხის გაგრილების სისტემა
23. მთლიანად შემოღობილი დამცავი ლითონის ფურცელი
24. საოპერაციო ყუთი
25. ელექტრობოქსი აღჭურვილია კონდიციონერით
26. Siemens ელექტრონული ხელის ბორბალი
27. ფეხით მომუშავე spindle ინსტრუმენტის გამოშვების გადამრთველი
28. საძირკვლის დონის ბალიშები და საძირკვლის ჭანჭიკები
29. რეგულირების ხელსაწყოები და ხელსაწყოები
30. ტექნიკური სახელმძღვანელო
პარამეტრი
| ელემენტი | უნი | FH100P-C |
| X ღერძი მოგზაურობა | mm | 1000 |
| Y ღერძი მოგზაურობა | mm | 1150 წ |
| Z ღერძის მოძრაობა | mm | 1000 |
| მანძილი ზურგის ცხვირიდან სამუშაო მაგიდის ზედაპირამდე | mm | 160-1160 წწ |
| ჰორიზონტალური საღარავი თავი | mm | 30-1030 წწ |
| კვება/სწრაფი მოძრაობის სიჩქარე | მ/წთ | 40 |
| შესანახი ძალა | KN | 10 |
| მბრუნავი მაგიდა (C ღერძი) | ||
| სამუშაო მაგიდის ზომა | mm | Ø1050 |
| მაგიდის მაქსიმალური დატვირთვა (წისქვილი) | kg | 4000 |
| მაგიდის მაქსიმალური დატვირთვა (მობრუნება) | kg | 3000 |
| მბრუნავი მაგიდა | rpm | 45 |
| ფრეზ/მომბრუნავი გამაღვიძებელი მაგიდა (ნაერთი დაფქვა და გადახვევა) | rpm | 500 |
| გაყოფის მინიმალური კუთხე | ° | 0.001 |
| რეიტინგული ბრუნვის მომენტი | Nm | 1330 წ |
| მაქსიმალური ბრუნვის მომენტი | Nm | 2630 |
| CNC სვინგის საღარავი თავი (B ღერძი) | ||
| რხევის დიაპაზონი (0=ვერტიკალური/180=დონე) | ° | -15-180 |
| სწრაფი მოძრაობა და კვების სიჩქარე | rpm | 103 |
| გაყოფის მინიმალური კუთხე | ° | 0.001 |
| რეიტინგული ბრუნვის მომენტი | Nm | 1050 |
| მაქსიმალური ბრუნვის მომენტი | Nm | 2130 წ |
| Spindle (გადაბრუნება და ფრეზი) | ||
| Spindle სიჩქარე | rpm | 10000 |
| Spindle ძალა | Kw | 42/58 |
| Spindle ბრუნვის | Nm | 215/350 |
| Spindle tapre |
| HSKA100 |
| მანძილი spindle ცენტრიდან სხივის გზამკვლევი ზედაპირი | mm | 1091.5 |
| მოდელი | ერთეული | FH100P-C |
| ინსტრუმენტების ჟურნალი | ||
| ხელსაწყოს ინტერფეისი |
| HSKA100 |
| ხელსაწყოს ჟურნალის მოცულობა | PCS | 40 |
| მაქს.იარაღის დიამეტრი/სიგრძე/წონა |
| Ø135/300/12 |
| ხელსაწყოს გადამრთველი (ინსტრუმენტი) | S | 2 |
| საზომი მოწყობილობა | ||
| ინფრაწითელი ზონდი | Rensishaw OMP60 | |
| ხელსაწყოების გამოვლენის ინსტრუმენტი სამუშაო დამუშავების ზონაში | Rensishaw NC4F230 | |
| დამუშავების სიმძლავრე | ||
| ბურღვის მაქსიმალური დიამეტრი (საშუალო ფოლადი) |
| Ø50 |
| მაქსიმალური ჩამოსასხმელი დიამეტრი (საშუალო ფოლადი) |
| M40 |
| დაფქვის მაქსიმალური დიამეტრი (საშუალო ფოლადი) |
| 250 |
| სიზუსტე (ISO230-2 და VDI3441) | ||
| X/Y/Z პოზიციონირების სიზუსტე | mm | 0.006 |
| X/Y/Z გაიმეორეთ პოზიციონირების სიზუსტე | mm | 0.004 |
| B/C პოზიციონირების სიზუსტე |
| 8" |
| B/C განმეორებითი პოზიციონირების სიზუსტე | 4" | |
| კონტროლის სისტემა |
| Siemens840D |
| მანქანის სიმაღლე (ზოგადი მანქანა) | mm | 3650 |
| დაკავებული ფართობი ძირითადი მანქანისთვის (L*W) | mm | 5170x3340 |
| ოკუპირებული ადგილი ხელსაწყოების ჟურნალისთვის (L*W) | mm | 1915x1400 |
| დაკავებული ფართობი ჩიპის კონვეიერისთვის (L*W) | mm | 3120x1065 |
| დაკავებული ფართობი წყლის ავზისთვის (L*W) | mm | 1785x1355 |
| მთლიანი ოკუპირებული ფართობი მანქანების დასასრულებლად (L*W) | mm | 6000x3750 |
| აპარატის წონა | Kg | 21000 |
მანქანა CNCკონტროლერი
| კონტროლის სისტემა | Siemens 840DSL (ძრავი და წამყვანი) | ||
| საკონტროლო ღერძების რაოდენობა | 5-ღერძიანი ერთდროული ფრეზი ერთდროული შემობრუნებით (NC ღერძი + ღერძი, BC ღერძი) | ||
| 5 ღერძის ერთდროული კონტროლი ერთდროული დაფქვა შემობრუნებით | პოზიციონირების ღერძი | სტანდარტული X, Y, Z, B, C | |
| ინტერპოლაცია | სწორი ხაზი | X, Y, Z, B, C ღერძი (X, Y, Z, B, C შეიძლება კომპენსირებული იყოს) | |
| რკალი | X, Y, Z, B, C ღერძი (X, Y, Z, B, C შეიძლება კომპენსირებული იყოს) | ||
| მინიმალური ინსტრუქციის ერთეული | 0.001 მმ | ||
| მინიმალური კონტროლის განყოფილება | 0.1ნმ | ||
| ჩვენება | 19 LCD | ||
| ძრავა | სამმაგი გადატვირთვის შესაძლებლობა აბსოლუტური ენკოდერით (კოდერის პოზიცია არასოდეს იკარგება) | ||
| გარე კომუნიკაციის ფუნქცია | Ethernet და RS232C ინტერფეისი | ||
| ოპერაციის რეჟიმი | MDI, ავტო, მექანიკური, ხელის საჭე, წარმოშობა (აბსოლუტური), REPOS | ||
| პროგრამულად | ონლაინ ISO ენის რედაქტორი | ||
| PLC პროგრამირების შენახვის მაქსიმალური მოცულობა | 2048 კბ | ||
| ინტერპოლაციის ფუნქცია | სწორი ხაზები, წრეები ცენტრალურ წერტილებში და გავლით, სპირალები, თხელი ზედაპირები, მაღალი სიჩქარის პარამეტრები და ა.შ. | ||
| ხელსაწყოს ოფსეტების რაოდენობა | 512 ჯგუფი | ||
| ხელის ბორბლის გადიდება | 0.1/0.01/0.001 მმ | ||
| მინიმალური დაყენება და მოძრავი ერთეულები | 1um/X,Y,Z | ||
| მონაცემთა შენახვა | მეხსიერების მონაცემები არასოდეს დაიკარგება გამორთვისას | ||
| კვების მაჩვენებელი | 0%-150% | ||
| სწრაფი წინსვლის გადიდება | 0%-100% | ||
| შეყვანის და გამომავალი ინტერფეისი | Ethernet და RS232C ინტერფეისი, CF ბარათი, USB მეხსიერების სარეზერვო ასლი | ||
| ჩვენების ენა | ჩინური და ინგლისური | ||
სტანდარტული კონფიგურაციის რაოდენობა
| No | აქსესუარის სახელი | ერთეული | რაოდენობა |
| 1 | ფეხის მართვის შეცვლა | კომპლექტი | 1 |
| 2 | ჰიდრავლიკური დამაგრების მექანიზმი | კომპლექტი | 1 |
| 3 | ცენტრალიზებული საპოხი მოწყობილობა | კომპლექტი | 1 |
| 4 | გაგრილების სისტემა | კომპლექტი | 1 |
| 5 | სამუშაო ნათურა | კომპლექტი | 1 |
| 6 | სამი ფერის შუქი | კომპლექტი | 1 |
| 7 | ჰორიზონტალური ხიდი | ც | 1 |
| 8 | ჩარხების ფიქსაცია | კომპლექტი | 1 |
| 9 | სტანდარტული ხელსაწყოების პაკეტი | კომპლექტი | 1 |
| 10 | უსაფრთხოების კარის საკეტი | კომპლექტი | 1 |
| 11 | ფონდის ნაკრები | კომპლექტი | 1 |
| 12 | დააინსტალირეთ რეგულირების ინსტრუმენტი | კომპლექტი | 1 |
| 13 | ხისტი დაჭერა და spindle მრავალპუნქტიანი პოზიციონირება | კომპლექტი | 1 |
| 14 | ხრახნიანი კონვეიერი და ჩიპის მოცილების ავტომატური მანქანა | კომპლექტი | 1 |
| 15 | სტანდარტული ჰიდრავლიკური სისტემა | კომპლექტი | 1 |
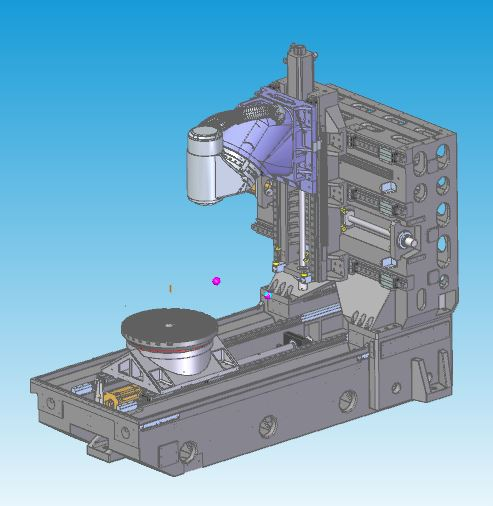
დიზაინის მახასიათებლები | საუკეთესო მექანიკური მავთულის ჩამოსხმის ანალიზის დიზაინი
სრული ყუთის ტიპის თერმოსიმეტრიული ჩამოსხმის სტრუქტურა, Meehanna კლასის მაღალი ხარისხის თუჯის გამოყენებით
მთვრალი და ბუნებრივი დაბერების მკურნალობა შინაგანი სტრესის აღმოსაფხვრელად
სტრუქტურული ბუნებრივი სიხშირის ვიბრაცია გამორიცხავს მასალის დამუშავების სტრესს
დიდი ფართობის მაღალი სიმყარის სვეტის დიზაინი სრული კედლით, ეფექტურად აუმჯობესებს სიმტკიცეს და სტატიკური და დინამიური სიზუსტით
სამღერძიანი ღრუ გამაგრილებელი ხრახნიანი წამყვანი
CNC სვინგის საღარავი თავი (B ღერძი)

დიზაინის მახასიათებლები
ჩამონტაჟებული DD ძრავის ნულოვანი გადაცემის ჯაჭვი უკუშექცევის დიზაინის გარეშე
მაღალი აჩქარების მახასიათებლები
უმოკლეს მონაკვეთი ხელსაწყოს ცხვირ წერტილსა და სტრუქტურულ საყრდენ წერტილს შორის ახორციელებს ჭრის მაქსიმალურ სიმტკიცეს.
უფრო დიდი YRT საკისრები ზრდის სიმტკიცეს
აღჭურვილია HEIDENHAIN მაღალი სიზუსტის მბრუნავი ენკოდერის საზომი სისტემით, სრულად დახურული მარყუჟის კონტროლით საუკეთესო სიზუსტის უზრუნველსაყოფად
Spindle და B-ღერძი გაგრილების სისტემის დიზაინი სითბოს გადაცემის შესამცირებლად
მბრუნავი მაგიდა (C ღერძი)

დიზაინის მახასიათებლები
ჩამონტაჟებული DD ძრავის ნულოვანი გადაცემის ჯაჭვი უკუშექცევის დიზაინის გარეშე
მაღალი აჩქარებისა და შენელების რეაგირების მახასიათებლები
უფრო დიდი YRT საკისრები ზრდის სიმტკიცეს
დიდი შეფასებული მამოძრავებელი ბრუნვა, პოზიციონირება და დამუშავება მაგიდის პოზიციონირებისა და დამაგრების მოწყობილობით
დააკმაყოფილეთ დამუშავების ორი მოთხოვნილება დაფქვისა და დაფქვა-ბრუნვისას, შეამცირეთ სამუშაო ნაწილის მართვა და გააუმჯობესეთ პროდუქტის სიზუსტე
აღჭურვილია HEIDENHAIN მაღალი სიზუსტის მბრუნავი ენკოდერის საზომი სისტემით, სრულად დახურული მარყუჟის კონტროლით საუკეთესო სიზუსტის უზრუნველსაყოფად
გაგრილების სისტემის დიზაინი სითბოს გადაცემის შესამცირებლად
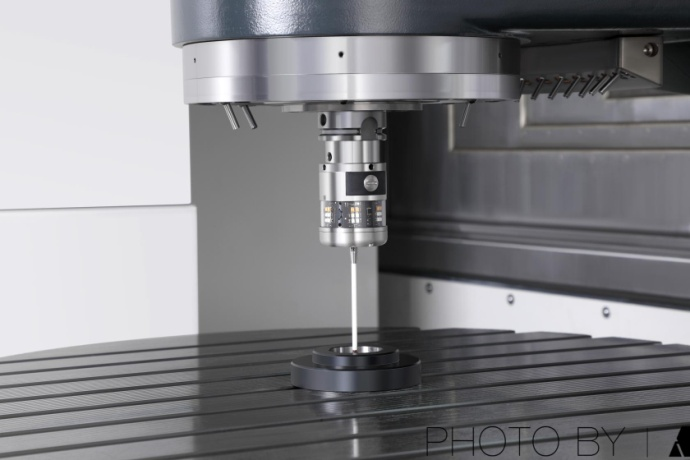
ამწევი ხელსაწყოების შემქმნელი

დიზაინის მახასიათებლები
აღჭურვილია Ransishaw NC4F230 უკონტაქტო ლაზერული ხელსაწყოების დამჭერით უფრო მაღალი სიზუსტისთვის
ხელსაწყოს ავტომატური დაყენება მანქანაზე, ხელსაწყოს კომპენსაციის ავტომატური განახლება
ხელსაწყოს დაყენების მოწყობილობა შეიძლება აწიოს და ჩამოწიოს დამუშავების ზედაპირის სივრცის დაზოგვის მიზნით
ლითონის ფურცლის სრულად დალუქული დიზაინი იცავს ხელსაწყოებს წყლისა და რკინის ნარჩენებისგან დამუშავების დროს
ინფრაწითელი ზონდი
დიზაინის მახასიათებლები
აღჭურვილია Ransishaw OMP60 ოპტიკური სენსორული ზონდით
სამუშაო ნაწილის გასწორება და ზომის შემოწმება მანქანაზე, შეამცირეთ ხელით შემოწმების შეცდომები, გააუმჯობესეთ პროდუქტის სიზუსტე და დამუშავების ეფექტურობა
90% დანაზოგი მანქანით დახმარების დროს