






E30 CNC ცილინდრული სახეხი მანქანა საჭრელი ხელსაწყოებისთვის

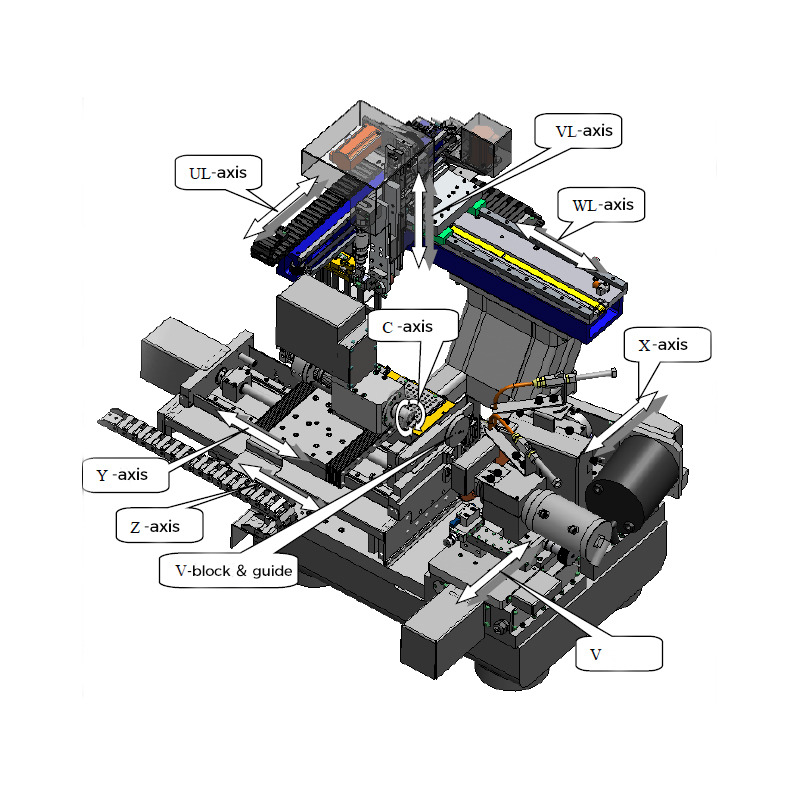
მანქანის ძირითადი სტრუქტურის დიაგრამა
განაცხადის ფარგლები
გამოყენების დიაპაზონი: საღეჭი საჭრელი, ბურღული, გამწმენდი და სხვადასხვა მაღალი სიზუსტის ნაწილების დამუშავება.
დამუშავების დიაპაზონი: დამუშავებული პროდუქტების დიამეტრის დიაპაზონი: Φ3~Φ20მმ, დამუშავებული პროდუქტების სიგრძის დიაპაზონი: 120მმ (ავტომატური), 330მმ (მექანიკური).
დამუშავების მახასიათებლები: წვრილი და უხეში ორმაგი სახეხი ბორბლების ერთდროული დაფქვა, ერთჯერადი დამუშავება და ფორმირება.
მანქანების გაცნობა
1. საწოლის სტრუქტურა:
2. ლითონის ფურცელი მთლიანი დანადგარის: მთელ მანქანას აქვს სრულად დახურული სტრუქტურა, ხოლო ძირითადი ჩარჩო გამოყოფილია გარე საფარიდან ვიბრაციის თავიდან ასაცილებლად.
3. მართვის სისტემა: NEWCON
4. მოჭრის პრინციპი:
• X-ღერძი (უხეში სახეხი ბორბლის მექანიზმი): გააცნობიეროს უხეში სახეხი ბორბლის ორმხრივი მოძრაობა X ღერძის მიმართულებით;
• V-ღერძი (წვრილი სახეხი ბორბლის მექანიზმი): გააცნობიეროს წვრილი სახეხი ბორბლის ორმხრივი მოძრაობა V-ღერძის მიმართულებით;
• Y-ღერძი (Y-axis feed მექანიზმი): გააცნობიეროს სამუშაო მაგიდის ორმხრივი მოძრაობა Y-ღერძის მიმართულებით;
• C ღერძი (სამუშაო თავის ბრუნვის მექანიზმი): გააცნობიერე სამუშაო თავის ბრუნვის მოძრაობა C ღერძის მიმართულებით:;
• UL ღერძი, VL ღერძი და WL ღერძი (მანიპულატორის არჩევის და ადგილის მექანიზმი): გააცნობიეროს მანიპულატორის ორმხრივი მოძრაობა ჰორიზონტალურ და ვერტიკალურ მიმართულებით;
• სახელმძღვანელო ბორბალი და V-ბლოკის საყრდენი: დამხმარეა დამუშავების დასრულებისთვის.
1. მოძრავი ნაწილები: X ღერძი, V ღერძი, Y ღერძი, WL ღერძი, UL ღერძი, VL ღერძი, სახელმძღვანელო ბორბლის მექანიზმი, მკლავის მექანიზმი, ჰისტერეზის რეგულირების მექანიზმი
2. სამუშაო ნაწილის ღერო: ჩუანგიუნის თვითნაკეთი ღერო
3. სახეხი spindle: Xiamen ვოლფრამის ძრავა
4. მთლიანი აპარატის შეზეთვა: ზეთის წიპწები დაცულია თითოეული ღერძისთვის და რეგულარულად იპოხება
5. კვების მეთოდი: სამღერძიანი მანიპულატორის კვება
ტექნიკური მახასიათებლები
| კონტროლის მეთოდი | გარე ღილაკები, სენსორული ეკრანი | |
| ჩვენების მეთოდი | სენსორული ეკრანი, გამაფრთხილებელი შუქი | |
| გაგრილების მეთოდი | ზეთის ქულერი | |
| გადაცემის მეთოდი | ჰიდრავლიკური, პნევმატური, სერვო ძრავა | |
| ელექტრომომარაგება | AC 3×380V,50Hz | |
| მაქსიმალური ჯამური სიმძლავრე | 25 კვტ | |
| ზომები | 2152×1838×2614 მმ | |
| მთლიანი წონა | 3050 კგ | |
| გამაგრილებელი ზეთის წნევა | 0.6~0.8MPa | |
| ბარომეტრიული წნევა | გზის მთლიანი წნევა: 5~6 ბარი | |
| ჩაკის ჰაერის წნევა: 2~3 ბარი | ||
| სახელმძღვანელო ბორბლის ჰაერის წნევა: 2~2,5 ბარი | ||
| Gripper საჰაერო გზაზე წნევა: 1.5~4 Bar | ||
| მკლავის ჰაერის წნევა: 5~6 ბარი | ||
| ოპტიკური სასწორის გამწმენდი ჰაერის წნევა: 0,6~0,7 ბარი | ||
| მანიპულატორის პარამეტრები | ||
| UL ღერძი | მოგზაურობა | 450 მმ |
| განმეორებადობა | 0.02 მმ | |
| მუშაობის მაქსიმალური სიჩქარე | 15000 მმ/წთ | |
| VL ღერძი | მოგზაურობა | 100 მმ |
| განმეორებადობა | 0.02 მმ | |
| მუშაობის მაქსიმალური სიჩქარე | 15000 მმ/წთ | |
| WL ღერძი | მოგზაურობა | 540 მმ |
| განმეორებადობა | 0.02 მმ | |
| მუშაობის მაქსიმალური სიჩქარე | 15000 მმ/წთ | |
| დამუშავების ღერძის პარამეტრი | ||
| Y ღერძი | მოგზაურობა | 350 მმ |
| რეზოლუციის მინიმალური სიზუსტე | 0.0001 მმ | |
| X ღერძი | მოგზაურობა | 35 მმ |
| რეზოლუციის მინიმალური სიზუსტე | 0.0001 მმ | |
| V ღერძი | მოგზაურობა | 35 მმ |
| რეზოლუციის მინიმალური სიზუსტე | 0.0001 მმ | |
| სახელმძღვანელო ბორბალი | ბრუნვის სიზუსტე: | ≤0.010 მმ |
| სამუშაო თავი (C ღერძი) | ძრავის სიმძლავრე | 1.57 კვტ |
| ბრუნვის სიჩქარე | ≤2000 rpm | |
| გაშვების სიზუსტე | ≤0.002 მმ | |
| მინიმალური გარჩევადობა | 0.0001° | |
| უხეში სახეხი ბორბალი | ძრავის სიმძლავრე | 8.5 კვტ |
| ბრუნვის სიჩქარე | ≤5000 rpm | |
| გაშვების სიზუსტე | ≤0.002 მმ | |
| დინამიური ბალანსი | ≤G0.4 | |
| წვრილი სახეხი ბორბალი | ძრავის სიმძლავრე | 1.4 კვტ |
| ბრუნვის სიჩქარე | ≤7950 rpm | |
| გაშვების სიზუსტე | ≤0.002 მმ | |
| დინამიური ბალანსი | ≤G0.4 | |
| სახეხი პარამეტრები |
|
|
| ჩაკის მოდელი | W20 | |
| უხეში სახეხი ბორბლის დიამეტრი | Ø250 მმ | |
| წვრილი სახეხი ბორბლის დიამეტრი | Ø150 მმ | |
| სამუშაო ნაწილის შუბის დიამეტრი | Ø3-Ø12მმ (ავტომატური) / Ø3-Ø20მმ (მექანიკური) | |
| სამუშაო ნაწილის სახეხი დიაპაზონი | Ø0.08 - Ø20 მმ | |
| სამუშაო ნაწილის სიგრძე | 120 მმ (ავტომატური) / 350 მმ (მექანიკური) | |
| სამუშაო ნაწილის მაქსიმალური დამუშავების სიგრძე | 330 მმ | |
| გარე დიამეტრის გადინების დამუშავება | ≤0.003 მმ | |
| სიგრძის დამუშავების სიზუსტე | ± 0.1 მმ | |
| კუთხის დამუშავების სიზუსტე | ≤0,3° | |
| გარეგნობის სიზუსტე | ≤Ra0.4 (დასრულება დაფქვა) | |
სტანდარტული კონფიგურაციის სია
| 10 | CNC სისტემა | NEWC0N | 1 |
| 20 | სერვო ძრავა | NEWC0N | 8 |
| 30 | სერვერის დრაივერი | NEWC0N | 4 |
| 40 | ოპერაციული პანელი/ხელის ბორბალი | NEWC0N | 1 |
| 50 | მაღალი სიზუსტის სამუშაო თავის მოდული | GESAC | 1 |
| 60 | მაღალი სიზუსტის ელექტრო spindle (1.4KW) | GESAC | 1 |
| 70 | მაღალი სიზუსტის ძრავა (7.1 კვტ) | GESAC | 1 |
| 80 | მაღალი სიზუსტის მექანიკური შპინდლი | GESAC | 1 |
| 90 | ზუსტი რელსი | შნებერგერი | 10 |
| 100 | ზუსტი გადაკვეთა როლიკებით ხაზოვანი გზა | შნებერგერი | 4 |
| 110 | ზუსტი ბურთის ხრახნი | NSK | 4 |
| 120 | ოპერაციისა და დამუშავების სიმულაციური პროგრამული უზრუნველყოფა (სტანდარტული საფეხურების განსხვავება, სფერული და ა.შ.) | GESAC | 1 |
| 130 | ინვერტორი | GESAC | 1 |
| 140 | ინვერტორი | GESAC | 1 |
| 150 | სენსორული ეკრანი | 19 ELO | 1 |
| 160 | ჩარხული უსაფრთხოების კარის საკეტი მოწყობილობა | ჯინჟონგი | 1 |
| 170 | სენსორი | ბაუმერი | 3 |
| 180 | ნაკადის სენსორი | იფუმენი | 1 |
| 190 | ელექტრო კომპონენტები | შნაიდერი | 1 |
| 200 | პნევმატური კომპონენტები | CKD | 1 |
| 210 | მავთული და კაბელი | ComCab | 1 |
| 220 | თაროს კონდიციონერი | GESAC | 1 |
| 230 | ზუსტი წნევის ბორბალი Ø92x8 | GESAC | 1 |
| 240 | ზუსტი წნევის ბორბალი Ø92x15 | GESAC | 1 |
| 250 | ჩაკი W20 D4 | GESAC | 1 |
| 260 | სტანდარტული უჯრა D4 | GESAC | 3 |
| 260 | მაღალი სიზუსტის შესატყვისი V-ბლოკი (3-6)*10 | GESAC | 1 |
| 280 | მაღალი სიზუსტის სახეხი ბორბლის ფლანგა (სწრაფი შეცვლის ტიპი) | GESAC | 2 |
| 290 | მანიპულატორის თითების სრული ნაკრები | GESAC | 1 |
მანქანის მახასიათებლები
7 CNC ღერძი, 4 CNC ღერძი გამოიყენება გადამამუშავებელ ზონაში, რომელსაც შეუძლია განახორციელოს ავტომატური დატვირთვა და გადმოტვირთვა, სერიული უპილოტო წარმოება.
ჩარხების დამუშავების სიზუსტე და ეფექტურობა
1. სამუშაო ნაწილის რადიალური გამონადენი არის 0.003 მმ ფარგლებში;
2. 2.0 ზომის სიზუსტე კონტროლდება ±0.005 მმ-ის ფარგლებში;
3. სამუშაო ნაწილის მრგვალობა არის 0,003მმ-ის ფარგლებში;
4. ზედაპირის უხეშობა < Ra0.4;





