






CNC Turn-Milling კომბინირებული მანქანა

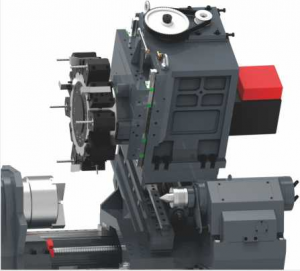
ინტეგრირებული პოზიტივიაქსისი
Longmen სტრუქტურა, სუპერ ხისტი
ინტეგრირებული დადებითი Y ღერძის სტრუქტურა მიეკუთვნება მაღალი სიხისტის მძიმე ჭრის და მისი შესრულება უკეთესია, ვიდრე ინტერპოლაციის Y ღერძი.
ა. ერთი Y ღერძის მოძრაობა მძიმე ჭრის უკეთესია, ვიდრე ინტერპოლაცია Y ღერძი და Y ღერძი პერპენდიკულარულია X ღერძზე.
ბ. თვითმფრინავის კონტურის დამუშავება უფრო გლუვი და ბრტყელია.
გ. უფრო მოსახერხებელია ნაერთი ზედაპირისა და კონტურის დასამუშავებლად.
"დადებითი Y" შემობრუნების კომბინირებულ მოწყობილობას აქვს აშკარა უპირატესობები თვითმფრინავის დამუშავებისას, ვიდრე "ინტერპოლაცია Y" ბრუნვის წისქვილთან ერთად. "დადებითი Y" Y ღერძის მოძრაობა პერპენდიკულარულია X ღერძზე, რომელიც არის ერთიანი. - ღერძის მოძრაობა და "ინტერპოლაცია Y" Y ღერძის მოძრაობა არის სწორი ხაზის ინტერპოლაცია X ღერძისა და Y ღერძის ერთდროულ მოძრაობაში, ღერძის სიბრტყეზე და "დადებითი Y" ღერძის შემობრუნების შედარება- საღარავი კომბინირებული, "დადებითი Y" ღერძი შემობრუნება-ფრეზირების კომბინირებული დამუშავება აშკარად ნათელი და ბრტყელია.
ორმაგი ფიქსირებული ბურთის ხრახნი
გამოყენებულია მაღალი ხარისხის ბურთიანი ხრახნები და როლიკებით გიდები საუკეთესო გლობალური მწარმოებლებისგან.
მიუხედავად იმისა, რომ ძვირია, მხოლოდ მაღალი ხარისხის პროდუქციას შეუძლია დააკმაყოფილოს მაღალი სიზუსტე და ხანგრძლივი
მომხმარებლის მიერ მოთხოვნილი მომსახურების ვადა.
პირდაპირი ჩართვადი სერვოძრავები
სერვო ძრავა პირდაპირ უკავშირდება ბურთულ ხრახნს ფოლადის შეერთების საშუალებით, რომელიც
არ უზრუნველყოფს გადაგვარებას და არასწორი განლაგებას მძიმე დატვირთვის დროსაც კი.
ეს მნიშვნელოვნად გააუმჯობესებს პოზიციონირების სიზუსტეს და ძაფის და კონტურის დამუშავებას
უფრო ზუსტი იქნება.
106M 108M 208M
| ltem მოდელი | სახელი | ერთეული | 106 ჩემი | 108 ჩემი | 208 ჩემი |
| მოგზაურობა | მაქს. ბრუნვის დიამეტრი საწოლზე | mm | φ600 | φ600 | φ600 |
| მაქს. დამუშავების დიამეტრი | mm | φ320 | φ300 | φ400 | |
| მაქს . დამუშავების დიამეტრი ხელსაწყოს დამჭერზე | mm | φ220 | φ220 | φ380 | |
| მაქს. დამუშავების ხანგრძლივობა | mm | 250 | 250 | 370 | |
| მანძილი ცენტრებს შორის | mm | 380 | 380 | 600 | |
| Spindle Motor ჰიდროცილინდრი ჩუჩ პარამეტრი | Spindle ცხვირი | ტიპი | A2-5 | A2-6 | A2-6 |
| მაქს . Spindle-ის სიჩქარე | rpm | 5500 | 4300 | 4200 | |
| ზეთის ცილინდრი/ჩაკი | ლანჩი | 6” | 8” | 8” | |
| Spindle Bore | mm | φ56 | φ65 | φ65 | |
| ბარის დიამეტრი | mm | φ45 | φ52 | φ52 | |
| პირდაპირი წამყვანი Spindle Motor Power | kw | 17.5 | 22 | 22 | |
| X/Z/Y ღერძის კვება პარამეტრი | X მოგზაურობა | mm | 180 | 180 | 280 |
| X/Z ხაზოვანი სახელმძღვანელო სპეციფიკაცია | spes | 35/35 როლიკერი | 35/35 როლიკერი | 35/35 როლიკერი | |
| Z მოგზაურობა | mm | - | 300 | 600 | |
| X/Z/Y ძრავის სიმძლავრე | kw | 1.8/1.8/1.0 | 1.8/1.8/1.0 | 1.8/1.8/1.0 | |
| X/Z//Y სწრაფი ტრავერსი | მ/წთ | 30/30/10 | 30/30/10 | 20/20/10 | |
| პოზიციონირების სიზუსტე | mm | ±0.005 | ±0.005 | ±0.005 | |
| განმეორებითი პოზიციონირების სიზუსტე | mm | ±0.003 | ±0.003 | ±0.003 | |
| კოშკის პარამეტრი | ხელსაწყოს პოზიცია | ც | BMT45-12T | BMT45-12T | BMT55-12T |
| Power Turret Motor | kw | 2.2/3.7 | 2.2/3.7 | 2.2/3.7 | |
| კვადრატული ხელსაწყოს დამჭერი | mm | 20×20 | 20×20 | 20×20 | |
| მრგვალი მოსაწყენი ხელსაწყოს დამჭერი | mm | φ32 | φ32 | φ40 | |
| მიმდებარე ხელსაწყოს შეცვლის დრო | წმ | 0.15 | 0.15 | 0.15 | |
| პოზიციონირების სიზუსტე | / | ±2" | ±2" | ±2" | |
| განმეორებითი პოზიციონირების სიზუსტე | / | ±1” | ±1” | ±1” | |
| Tailstock პარამეტრები | პროგრამირებადი ჰიდრავლიკური Tailstock | / | √ | √ | |
| მაქს . Tailstock-ის მოგზაურობა | mm | 360 | 360 | 440 | |
| Tailstock Sleeve Taper ხვრელი | ტიპი | MT 5# | MT 5# | MT 5# | |
| ყდის დიამეტრი | mm | / | / | / | |
| ყდის მოგზაურობა | mm | / | / | / | |
| მექანიკური ზომა | აპარატის ზომა | mm | 2300×1800×1700 | 2300×1800×1700 | 2620×2200×1920 |
| აპარატის წონა | kg | 3700 კგ | 3800 კგ | 5200 კგ |

Servo ავტომატური ბარის მიმწოდებელი
TENOLY მიმწოდებლები აღჭურვილია მძიმე და ავტომატური დიზაინით,
ეს მნიშვნელოვნად ზრდის პროდუქტიულობას და ამარტივებს შემობრუნების ოპერაციებს.
ნაწილების დამჭერი
სამუშაო ნაწილის დამჭერი შექმნილია მექანიკური კავშირის პრინციპით, რაც შეიძლება სწრაფად
დაკავშირებულია მზა პროდუქტთან დამუშავების შემდეგ.


THK როლიკებით ხაზოვანი სახელმძღვანელო
წრფივ სახელმძღვანელოს აქვს ნულოვანი კლირენსი, რკალის ჭრა, ღეროვანი ჭრა და ზედაპირის ტექსტურა შედარებით ერთგვაროვანია. ის შესაფერისია მაღალსიჩქარიანი მუშაობისთვის და მნიშვნელოვნად ამცირებს მანქანისთვის საჭირო მამოძრავებელ ცხენის ძალას. ხაზოვანი სახელმძღვანელო რელსები სრიალის ნაცვლად იყენებენ მოძრავს, მცირე ხახუნის დაკარგვით, მგრძნობიარე რეაგირებით და მაღალი პოზიციონირების სიზუსტით. მას შეუძლია გაუძლოს დატვირთვას ზევით, ქვევით, მარცხნივ და მარჯვნივ ერთდროულად. დატვირთვის ქვეშ, ბილიკის საკონტაქტო ზედაპირი კვლავ მრავალპუნქტიან კონტაქტშია და ჭრის სიმტკიცე არ შემცირდება; მარტივი და ურთიერთშემცვლელი აწყობა და მარტივი საპოხი სტრუქტურა; ხაზოვან გიდებს აქვთ ძალიან მცირე ცვეთა და გრძელვადიანი.
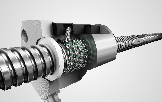
THK ბურთის ხრახნი
მაღალი სიზუსტის ბურთიანი ხრახნის გამოყენებით, თხილის წინასწარ ჩატვირთვით და ხრახნით
პრეტენზიული მკურნალობა, უკუქცევა და ტემპერატურის მატება და
დრეკადობა აღმოფხვრილია წინასწარ, აჩვენებს შესანიშნავ პოზიციონირებას
და განმეორებადობა.
პირდაპირი დრაივი სერვო ძრავით, რათა შემცირდეს უკუშეცდომის შემცირება.

მაღალი სიზუსტის მოტორიზებული მკლავი ხრახნისთვის
ჩამოსაშლელი ხელსაწყოების დამჭერი მაღალი სიზუსტის განმეორებადობით ხელმისაწვდომია სხვადასხვა ზომებში სხვადასხვა სამრეწველო მოთხოვნილებების დასაკმაყოფილებლად ხელმისაწვდომია სხვადასხვა სტანდარტული ზომის, ასევე შეკვეთით დამზადებული ფოლადის საზომი იარაღი გაფართოების დაბალი კოეფიციენტით
გამოიყენეთ მტკიცე ცირკონიის ზონდი
იკავებს მცირე ადგილს მანქანაში, როდესაც არ გამოიყენება
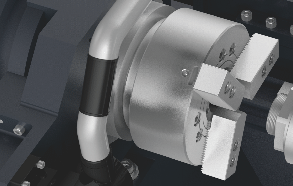
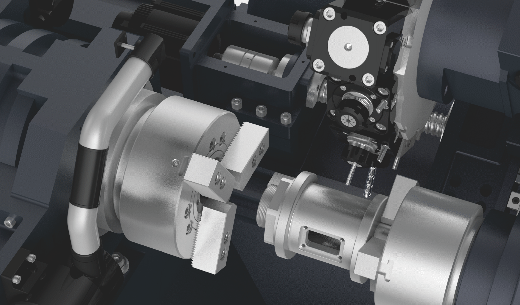
ჰიდრავლიკური ჩაკი Workholding
ხრახნი სტანდარტულად აღჭურვილია ჰიდრავლიკური ნახვრეტიანი ჩაკირით. ჩაკი შეიძლება მორგებული იყოს მომხმარებელთა მოთხოვნილებების შესაბამისად და სხვადასხვა ვარიანტები მოგცემთ ყველაზე შესაფერის ჩამჭერ ჩაკს.
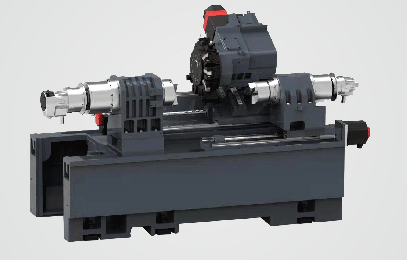
მეორადი Spindle
სამუშაო ნაწილის ორივე ბოლო შეიძლება დამუშავდეს ერთდროულად ერთ დაჭერით, რაც მნიშვნელოვნად ამარტივებს ხელით მუშაობას.





