GM5X-I 5-ღერძიანი CNC სახეხი მანქანა
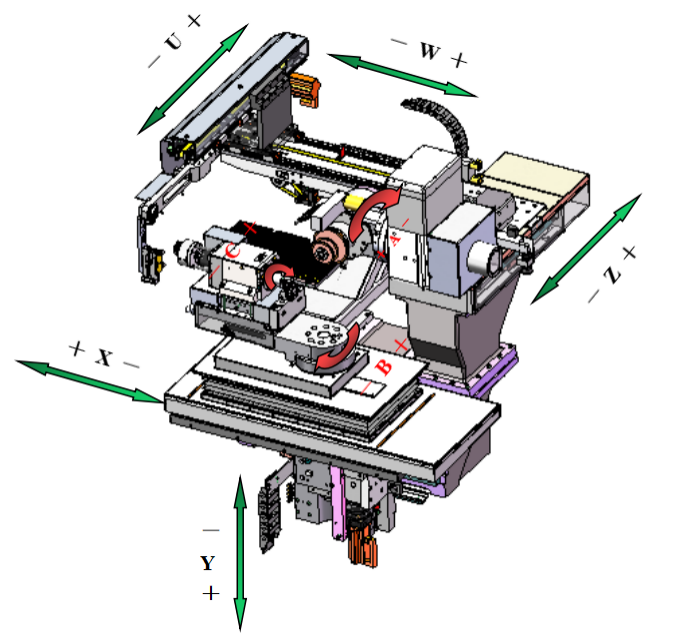
მანქანის ძირითადი სტრუქტურის დიაგრამა
განაცხადის ფარგლები
ეს მანქანა აწარმოებს ბოლო საღეჭ საჭრელსა და ბურღვებს, რომლებიც შესაფერისია მყარი შენადნობის და მაღალსიჩქარიანი ფოლადის მასალების დასამუშავებლად.
ხელსაწყოების დამზადებისა და ხელახლა დაფქვის ციკლები
სტანდარტული ბოლო წისქვილები: ღარები, საყრდენი, რხევის სიმკვეთრე, ქვედა კიდეების სიმკვეთრე, დიგიტალიზაცია, ხელახლა დაფქვა.
1. ტექნიკური მახასიათებლები
| № | შინაარსი | მოთხოვნა | ნომერი | ერთეული |
| 1.1 | სამუშაო ნაწილის ზომები | |||
| 1.1.1 | დამაგრების სიგრძე | ≤ | 230 | mm |
| 1.1.2 | დამაგრების დიამეტრი | შორის | 2-20 | mm |
| 1.1.3 | სახეხი სიგრძე | ≤ | 150 | mm |
| 1.1.4 | სახეხი დიამეტრი | შორის | 0.3-12 | mm |
| 1.2 | Grinding Spindle | |||
| 1.2.1 | დისკის ტიპი | ზუსტი | პირდაპირი დრაივი | - |
| 1.2.2 | ძალაუფლება | რეიტინგული სიმძლავრე | 13.6 | kW |
| 1.2.3 | გაგრილება | ზუსტი | ზეთი გაცივდა | - |
| 1.2.4 | სახეხი ბორბლის სიჩქარის კონტროლი | ზუსტი | ნაბიჯ-ნაბიჯ-სიჩქარე | - |
| 1.2.5 | სიჩქარე | შორის | 0-10000 | rpm |
| 1.2.6 | spindle სახეხი თავების რაოდენობა | ზუსტი | 2 | ც |
| 1.3 | სახეხი საჭე | |||
| 1.3.1 | დიამეტრი | ≤ | 150 | mm |
| 1.3.2 | საფქვავი ბორბლების მაქსიმალური რაოდენობა თითო შპინდზე | ≤ | 4 | ც |
| 1.3.3 | სახეხი დისკები spindle დიამეტრი | ზუსტი | 25 | mm |
| 1.3.4 | პროგრამის კონტროლირებადი გამაგრილებლის მიწოდება | ზუსტი | დიახ | - |
| 1.3.5 | გამაგრილებლის საქშენების რაოდენობა | ≥ | 3 | ც |
| 1.4 | სამუშაო ნაწილის დამაგრების სისტემა | |||
| 1.4.1 | დამაგრების სისტემა | ზუსტი | ჰიდრავლიკური, ავტომატური | - |
| 1.4.2 | სამაგრი კოლეტი | ზუსტი | SCHAUBLIN W20 | - |
| 1.4.3 | დისკის ტიპი | ზუსტი | პირდაპირი დრაივი | - |
| 1.5 | ღერძის პარამეტრები | |||
| 1.5.1 | ტიპი | ზუსტი | ხაზოვანი | - |
| 1.5.2 | X ღერძი მოგზაურობა | ≤ | 280 | mm |
| 1.5.3 | Z-ღერძი მოგზაურობა | ≤ | 130 | mm |
| 1.5.4 | Y-ღერძი მოგზაურობა | ≤ | 230 | mm |
| 1.5.5 | XYZ ღერძის გარჩევადობა | ზუსტი | 0.0001 | mm |
| 1.5.6 | XYZ ღერძის სიჩქარე | ≤ | 10 | მ/წთ |
| 1.5.7 | A-ღერძიანი მოგზაურობა | ≤ | 360 | ხარისხი |
| 1.5.8 | A-ღერძის გარჩევადობა | ზუსტი | 0.0001 | ხარისხი |
| 1.5.9 | A-ღერძის სიჩქარე | ≤ | 300 | rpm |
| 1.5.10 | B ღერძი მგზავრობა | ± | 210 | გრადუსი |
| 1.5.11 | B-ღერძის სიჩქარე | ≤ | 12 | rpm |
| 1.6 | ჩატვირთვა-გადმოტვირთვის სისტემა | |||
| 1.6.1 | ჩატვირთვა-გადმოტვირთვის სისტემა | ზუსტი | ფერმის ტიპის რობოტული მკლავი | - |
| 1.6.2 | უჯრების რაოდენობა | ზუსტი | 2 | ც |
| 1.6.3 | სამუშაო ნაწილის ავტომატური დატვირთვა და გადმოტვირთვა | შორის | 2-12 | mm |
| 1.6.4 | სამუშაო ნაწილის ავტომატური დატვირთვა და გადმოტვირთვა | ≤ | 40-200 | mm |
| 1.6.5 | სამუშაო ნაწილების მაქსიმალური რაოდენობა | ≤ | 300 | ც |
| 1.6.6 | პროგრამული უზრუნველყოფა | ზუსტი | დიახ | - |
| 1.7 | სხვა კომპონენტები | |||
| 1.7.1 | ჩარხებზე სამუშაო ნაწილების ამოცნობის უნარი | ზუსტი | დიახ | - |
| 1.7.2 | ცენტრალიზებული ავტომატური შეზეთვის სისტემა | ზუსტი | დიახ |
|
| 1.7.3 | სამფეროვანი სასიგნალო ნათურა | ზუსტი | დიახ | - |
| 1.8 | სურვილისამებრ | |||
| 1.8.1 | ზეთის ნისლის გამიჯვნის მოწყობილობა | ზუსტი | სურვილისამებრ | - |
| 1.9 | კონტროლი | |||
| 1.9.1 | კონტროლის სისტემა | ზუსტი | NUCN-IM8+ | - |
| 1.9.2 | ოპერაციული პანელი | ზუსტი | სენსორული ეკრანი | - |
| 1.9.3 | ციფრული კონტროლის ღერძი | ზუსტი | დიახ | - |
| 1.9.4 | ფერადი ჩვენება | ზუსტი | დიახ | - |
| 1.9.5 | ჩვენების ზომა | ზუსტი | 19 | ინჩი |
| 1.10 | ხელსაწყოების დაფქვის პროგრამული მოდული | |||
| 1.10.1 | მარტივი საღარავი საჭრელები | ზუსტი | დიახ | - |
| 1.10.2 | მარტივი წვრთნები | ზუსტი | დიახ | - |
| 1.10.3 | გამოძიების ავტომატური გამოვლენის რეჟიმი | ზუსტი | დიახ | - |
| 1.11 | აღჭურვილობის ელექტრული პარამეტრები | |||
| 1.11.1 | ძაბვა | ზუსტი | 380±10% | V |
| 1.11.2 | სიხშირე | ზუსტი | 50±10% | Hz |
| 1.11.3 | ძალაუფლება | ≤ | 25 | KW |
| 1.12 | ზომები | |||
| 1.12.1 | სიგრძე | ≤ | 2000 | mm |
| 1.12.2 | სიგანე | ≤ | 2800 | mm |
| 1.12.3 | სიმაღლე | ≤ | 2 200 | mm |
| 1.12.4 | ხარისხიანი | ≤ | 4 750 | kg |
2. სტანდარტული კონფიგურაციის სია
| № | შინაარსი | მოდელი | ბრენდი | ნომერი | ||
| 2.1 | ჩარხი | |||||
| 2.1.1 | X-ღერძის კონფიგურაცია | |||||
| 2.1.1.1 | - ხრახნიანი ღერო | მორგებულია | NSK | 1 ც | ||
| 2.1.1.2 | - რკინიგზა | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | შნებერგერი | 2 ც | ||
| 2.1.2 | Y-ღერძის კონფიგურაცია | |||||
| 2.1.2.1 | - ხრახნიანი ღერო | მორგებულია | NSK | 1 ც | ||
| 2.1.2.2 | - რკინიგზა | 1×MR35-C2-600-20-20-G2-V2+MRK | შნებერგერი | 2 ც | ||
| 2.1.3 | Z-ღერძის კონფიგურაცია | |||||
| 2.1.3.1 | - ხრახნიანი ღერო | მორგებულია | NSK | 1 ც | ||
| 2.1.3.2 | - რკინიგზა | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | შნებერგერი | 2 ც | ||
| 2.1.4 | A-ღერძის კონფიგურაცია | |||||
| 2.1.4.1 | - კუთხის შიფრატორი | ECN113 | ჰაიდენჰაინი | 1 ც | ||
| 2.1.4.2 | - პირდაპირი წამყვანი ძრავა | MSP-1000-2-002-158 | HIWIN | 1 ც | ||
| 2.1.5 | B-ღერძიანი გრუნტი | მორგებულია | გუტიანი | 1 ც | ||
| 2.1.6 | მუდმივი მაგნიტის ორთავიანი ელექტრული შპინდლი | ნომინალური სიმძლავრე 7.1 კვტ | ჩუანგიუნი | 1 ც | ||
| 2.1.7 | სამი ღერძიანი ფერმის მანიპულატორი | - | ჩუანგიუნი | 1 ც | ||
| 2.1.8 | უჯრა | 148-LP-D4 | ჩუანგიუნი | 2 ც | ||
| 2.1.9 | უჯრა | 148-LP-D6 | ჩუანგიუნი | 2 ც | ||
| 2.1.10 | უჯრა | 148-LP-D8 | ჩუანგიუნი | 2 ც | ||
| 2.1.11 | სამაგრი ყბა | D0.5-3.2/D3.0-7.0/D7-13 | ჩუანგიუნი | 1 კომპლექტი | ||
| 2.1.12 | მაღალი სიზუსტის V-ბლოკი | (3-5) | ჩუანგიუნი | 1 ც | ||
| 2.1.13 | მაღალი სიზუსტის V-ბლოკი | (5-7) | ჩუანგიუნი | 1 ც | ||
| 2.1.14 | მაღალი სიზუსტის V-ბლოკი | (6-12) | ჩუანგიუნი | 1 ც | ||
| 2.1.15 | კოლეტი | D4W20 (80-00004) | შაუბლინი | 1 ც | ||
| 2.1.16 | ზონდი | TS150 | ჰაიდენჰაინი | 1 ც | ||
| 2.1.17 | საფქვავი ბორბალი (გრძელი) | 119×∅31.75×∅96მმ | ჩუანგიუნი | 1 ც | ||
| 2.1.18 | საფქვავი ბორბალი (მოკლე) | 87×∅31.75×∅96მმ | ჩუანგიუნი | 1 ც | ||
| 2.1.19 | კონდიციონერი | - | იუდე | 1 ც | ||
| 2.1.20 | სამფეროვანი სასიგნალო ნათურა | DC24V | შნაიდერი | 1 ც | ||
| 2.1.21 | ნაკადის მრიცხველი | SI5000 | IFM | 1 ც | ||
| 2.1.22 | ამოძრავეთ კონკრეტული კვების წყარო | 15 კვტ | NEWCOM | 1 ც | ||
| 2.1.23 | ელექტრომაგნიტური სარქველების ჯგუფი | M4GE280R-CX-E20D-5-3 | CKD | 1 კომპლექტი | ||
| 2.1.24 | X,Y, Z-ღერძის ავტომატური შეზეთვის სისტემა | - | ტაივანი | 1 კომპლექტი | ||
| 2.2 | CNC სისტემის კონფიგურაცია | |||||
| 2.2.1 | BOXPC | IMPC00S/P1 | ნიუკონი | 1 ც | ||
| 2.2.2 | დენის ფილტრი | AGOFIL024A | NUM | 1 ც | ||
| 2.2.3 | დენის ფილტრი | AGOFIL001S | NUM | 1 ც | ||
| 2.2.4 | წინააღმდეგობა | AGORES008 | NUM | 1 ც | ||
| 2.2.5 | სისტემის მთავარი კვების წყარო | MDLL3015N00AN0I | NUM | 1 ც | ||
| 2.2.6 | სერვო მძღოლი | MDLUX021B1CAN0I | NUM | 4 ც | ||
| 2.2.7 | B ღერძის სერვო ძრავა | ZLS1002-H60-D3M1-NNSB-D16E40 | NUM | 1 ც | ||
| 2.2.8 | A ღერძის ძრავა | MSP-1000-2-002-158 | NUM | 1 ც | ||
| 2.2.9 | Y-ღერძი სერვო ძრავა | ZLS1454-H30-DCM1-SNSB-D24E50 | NUM | 1 ც | ||
| 2.2.10 | X/Z ღერძის სერვო ძრავა | ZLS1153-H30-D3M1-NNSB-D19E40 | NUM | 2 ც | ||
| 2.2.11 | U/W ღერძის სერვო დრაივერი | ZLS0754-H60-D2M1-SNSB-D14E30 | NUM | 2 ც | ||
| 2.2.12 | V-ღერძიანი სერვო ძრავა | ZLS0754-H60-D2M1-SNSB-D14E30 | NUM | 1 ც | ||
| 2.2.13 | დაწყვილება | EX-1100 | ნიუკონი | 1 ც | ||
| 2.2.14 | შეყვანა | EX-210H | ნიუკონი | 2 ც | ||
| 2.2.15 | გამომავალი | EX-310H | ნიუკონი | 2 ც | ||
| 2.2.16 | ანალოგური შეყვანის მოდული | EX-4054 | ნიუკონი | 1 ც | ||
| 2.2.17 | ტერმინატორი | EX-TRE01 | ნიუკონი | 1 ც | ||
| 2.2.18 | ოპერაციული პანელი | IMOP4106/H | ნიუკონი | 1 ც | ||
| 2.2.19 | NCK | IM8+ | ნიუკონი | 1 ც | ||
| 2.2.20 | NCK | IMSO100006 | ნიუკონი | 1 ც | ||
| 2.2.21 | NCK | IMSO100008 | ნიუკონი | 1 ც | ||
| 2.2.22 | NCK | IMSO100012 | ნიუკონი | 1 ც | ||
| 2.2.23 | NCK | IMPA100586 | ნიუკონი | 1 ც | ||
| 2.2.24 | NCK | IMSO100373 | ნიუკონი | 1 ც | ||
| 2.2.25 | NCK | IMSO100375 | ნიუკონი | 1 ც | ||
| 2.2.26 | NCK | IMSO100335 | ნიუკონი | 1 ც | ||
| 2.2.27 | NCK | IMSO100519 | ნიუკონი | 1 ც | ||
| 2.2.28 | NCK | IMSO100392 | ნიუკონი | 1 ც | ||
| 2.2.29 | NCK | IMSO100331 | ნიუკონი | 1 ც | ||
| 2.2.30 | NCK | IMSO100535 | ნიუკონი | 1 ც | ||
| 2.2.31 | NCK | IMSO100520 | ნიუკონი | 1 ც | ||
| 2.2.32 | NCK | IMSO100560 | ნიუკონი | 1 ც | ||
| 2.3 | ხელსაწყოების დაფქვის პროგრამული უზრუნველყოფის სტანდარტული კონფიგურაცია | |||||
| 2.3.1 | მარტივი საღარავი საჭრელი | ჩუანგიუნი თვითგანვითარდა | 1 ც | |||
| 2.3.2 | მარტივი საბურღი | ჩუანგიუნი თვითგანვითარდა | 1 ც | |||
| 2.3.3 | 3D შეჯახების შემოწმება 3D მანქანის სიმულაციის საშუალებით | ჩუანგიუნი თვითგანვითარდა | 1 ც | |||
| 2.3.4 | 3D ხელსაწყოების სიმულაცია | ჩუანგიუნი თვითგანვითარდა | 1 ც | |||
| 2.3.5 | გამოძიების ავტომატური გამოვლენა | ჩუანგიუნი თვითგანვითარდა | 1 ც | |||