






ხუთღერძიანი დამუშავების ცენტრი FH135P
ხუთღერძიანიერთდროულიდამუშავების ცენტრი
XYZ ხაზოვანი ღერძის ღრუ გაგრილების ხრახნიანი წამყვანი
B\C მბრუნავი ლილვი DD პირდაპირი წამყვანი გადაცემათა კოლოფი
სრული დახურული მარყუჟის აბსოლუტური მნიშვნელობის საზომი სისტემა
ძირითადი კონფიგურაცია
სტანდარტული აქსესუარების ფუნქციის ცხრილი (გთხოვთ, იხილეთ კონტროლერის ფუნქცია ელექტრო კონტროლის ნაწილისთვის)
| No | ელემენტი | ერთეული | რაოდენობა |
| 1. | FH მთავარი მინერალური ჩამოსხმა | კომპლექტი | 1 |
| 2. | Siemens ONE კონტროლის სისტემა | კომპლექტი | 1 |
| 3. | ეკრანი: 21.5 დიუმიანი სენსორული დისპლეის პანელი | კომპლექტი | 1 |
| 4. | FH ხუთღერძიანი მრავალფუნქციური საქანელა თავი (B ღერძი) | კომპლექტი | 1 |
| 5. | FH-DGZX-28010/42B2 საღეჭი ელექტრო შპინდლი (დაფარული შემობრუნების ფუნქცია) | PC | 1 |
| 6. | X/Y/Z Axis Hollow Cooled Ball Screw | PCS | 3 |
| 7. | საღარავი პირდაპირი წამყვანი მბრუნავი მაგიდა (C-ღერძი) | კომპლექტი | 1 |
| 8. | B ღერძი RCN8380 29 ბიტიანი აბსოლუტური ენკოდერი | PC | 1 |
| 9. | C ღერძი RCN2580 28 ბიტიანი აბსოლუტური ენკოდერი | PC | 1 |
| 10. | INA Roller Linear Slides | კომპლექტი | 7 |
| 11. | Spindle წყლის გაგრილების სისტემა | კომპლექტი | 1 |
| 12. | მანქანის რგოლი წყლის შესხურება | კომპლექტი | 1 |
| 13. | ხუთღერძიანი ნახევარმთვარის წყლის შესხურება, ნახევარმთვარის აფეთქება | კომპლექტი | 1 |
| 14. | წინა და გვერდითი სამუშაო კარის უსაფრთხოების ჩაკეტვის სისტემა | კომპლექტი | 1 |
| 15. | წყალგაუმტარი სამუშაო ურნის განათება | PCS | 2 |
| 16. | ჰიდრავლიკური სადგური | კომპლექტი | 1 |
| 17. | ცენტრალური ცენტრალიზებული საკვების შეზეთვის მოწყობილობა | კომპლექტი | 1 |
| 18. | ოპერაციული მხარის საწმენდი წყლის იარაღი და საჰაერო იარაღი | კომპლექტი | 1 |
| 19. | საჭრელი სითხის სისტემა (CTS 25bar) | კომპლექტი | 1 |
| 20. | სრულად დახურული დამცავი ლითონის ფურცელი | კომპლექტი | 1 |
| 21. | საოპერაციო ყუთი | კომპლექტი | 1 |
| 22. | ელექტრო ყუთი კონდიციონერი | კომპლექტი | 1 |
| 23. | Siemens ელექტრონული ხელის ბორბალი | PC | 1 |
| 24. | ფეხით მომუშავე spindle ინსტრუმენტის გამოშვების შეცვლა | PC | 1 |
| 25. | მანქანა სამფერი ნათურა | კომპლექტი | 1 |
| 26. | 40PCS HSK-A63 ხელსაწყოების ჟურნალები და სერვო ATC სისტემა | კომპლექტი | 1 |
| 27. | X/Y/Z სამღერძიანი აბსოლუტური მნიშვნელობის ბადეების სკალა | კომპლექტი | 3 |
| 28. | სპირალური ჩიპის როლიკერი და უკანა ჩიპის კონვეიერის ჩიპური ვაგონი | კომპლექტი | 1 |
| 29. | Renishaw OMP60 ინფრაწითელი ზონდის მოწყობილობა | კომპლექტი | 1 |
| 30. | Renishaw NC4F230 ხელსაწყოების დამყენებელი ერთეული | კომპლექტი | 1 |
| 31. | საძირკვლის დონის ბალიშები და საძირკვლის ჭანჭიკები | კომპლექტი | 1 |
| 32. | ტექნიკური სახელმძღვანელო | კომპლექტი | 1 |
პარამეტრი
| მოდელი | ერთეული | FH135P |
| მოგზაურობა | ||
| X ღერძი მოგზაურობა | mm | 1450 წ |
| Y ღერძი მოგზაურობა | mm | 1450 წ |
| Z ღერძის მოძრაობა | mm | 1000 |
| მანძილი ზურგის ცხვირიდან სამუშაო მაგიდის ზედაპირამდე | mm | 160-1160 წწ |
| ჰორიზონტალური საღარავი თავი | mm | 30-1030 წწ |
| კვება/სწრაფი მოძრაობის სიჩქარე | მ/წთ | 40 |
| შესანახი ძალა | KN | 10 |
| მბრუნავი მაგიდა (C ღერძი) | ||
| სამუშაო მაგიდის ზომა | mm | Ø1400x1300 |
| მაგიდის მაქსიმალური დატვირთვა (ფრეზი) | kg | 4000 |
| საღარავი მაგიდა მაქს. სიჩქარე | rpm | 50 |
| გაყოფის მინიმალური კუთხე | ° | 0.001 |
| რეიტინგული ბრუნვის მომენტი | ნმ | 1330 წ |
| მაქსიმალური ბრუნვის მომენტი | ნმ | 2630 |
| CNC სვინგის საღარავი თავი (B ღერძი) | ||
| რხევის დიაპაზონი (0=ვერტიკალური/180=ჰორიზონტალური) | ° | -15-180 |
| სწრაფი ტრავერსი და კვების სიჩქარე | rpm | 50 |
| გაყოფის მინიმალური კუთხე | ° | 0.001 |
| რეიტინგული ბრუნვის მომენტი | ნმ | 1050 |
| მაქსიმალური ბრუნვის მომენტი | ნმ | 2130 წ |
| Spindle | ||
| Spindle სიჩქარე | rpm | 10000 |
| Spindle ძალა (S1) | Kw | 42/58 |
| Spindle ბრუნვის მომენტი (S1/S6) | Nm | 215/350 |
| Spindle taper |
| HSKA100 |
| ინსტრუმენტების ჟურნალი | ||
| ხელსაწყოს ინტერფეისი |
| HSKA100 |
| ხელსაწყოს ჟურნალის მოცულობა | PCS | 40 |
| ხელსაწყოს მაქსიმალური დიამეტრი/სიგრძე/წონა |
| Ø135/300/12 |
| ხელსაწყოს შეცვლის დრო (ხელსაწყო ინსტრუმენტზე) | S | 4 |
| საზომი მოწყობილობა | ||
| ინფრაწითელი ზონდი | Renishaw OMP60 | |
| ხელსაწყოების გამოვლენის ინსტრუმენტი სამუშაო დამუშავების ზონაში | Renishaw NC4F230 | |
| პოზიციის სიზუსტე (ISO230-2 და VDI3441) | ||
| X/Y/Z პოზიციონირების სიზუსტე | mm | 0.006 |
| X/Y/Z გაიმეორეთ პოზიციონირების სიზუსტე | mm | 0.004 |
| B/C პოზიციონირების სიზუსტე |
| 8" |
| B/C განმეორებითი პოზიციონირების სიზუსტე |
| 4" |
| CNC კონტროლერი | ||
| CNC სისტემა |
| Siemens ONE |
მანქანის ძირითადი მახასიათებლები | ოპტიმალური ხისტი სტრუქტურის კონფიგურაცია
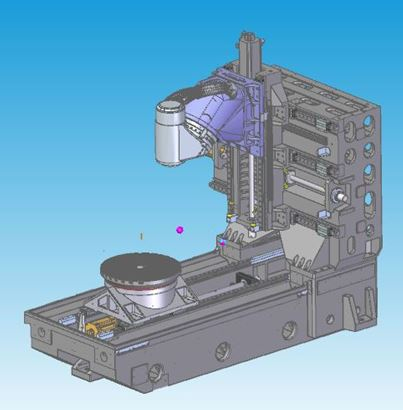
დიზაინის მახასიათებლები | საუკეთესო მექანიკური მავთულის ჩამოსხმის ანალიზის დიზაინი
◆ სრული ყუთის ტიპის თერმოსიმეტრიული ჩამოსხმის სტრუქტურა, მეჰანიტის ხარისხის მაღალი ხარისხის თუჯის გამოყენებით
◆ დამარბილებელი და ბუნებრივი დაბერების მკურნალობა შინაგანი სტრესის აღმოსაფხვრელად
◆ სტრუქტურული ბუნებრივი სიხშირის ვიბრაცია გამორიცხავს მასალის დამუშავების სტრესს
◆ მთელ კედელზე დიდი ფართობის და მაღალი სიხისტის სვეტის დიზაინს შეუძლია ეფექტურად გააუმჯობესოს სიმტკიცე და სტატიკური და დინამიური სიზუსტე
◆სამ ღერძიანი ღრუ გაგრილების ტყვიის ხრახნიანი ამძრავი
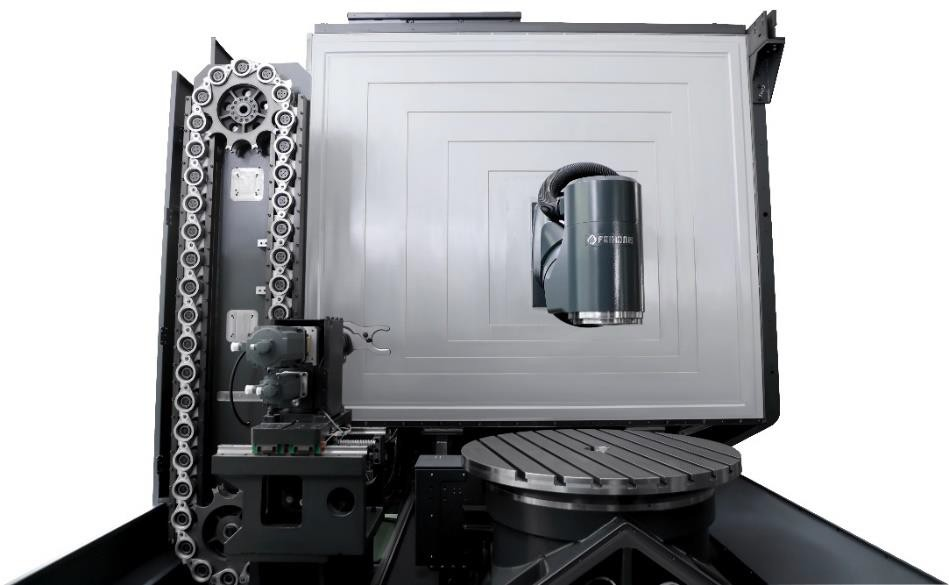
ელექტრო Spindle

დიზაინის მახასიათებლები
◆მანქანის მახასიათებლების მიხედვით, დამოუკიდებელი კვლევა და განვითარება და წარმოება.
◆ HSK-A100-ის კონუსური ხვრელი მიღებულია FH135P მოდელში.
◆მიიღეთ გარე გაგრილების სისტემა ცირკულაციის გაგრილებისთვის, რომელსაც შეუძლია ეფექტურად უზრუნველყოს ელექტრული შპინდლის გამოყენება.
CNC სვინგის საღარავი თავი (B ღერძი)

დიზაინის მახასიათებლები
◆ დამოუკიდებელი დიზაინი და წარმოება.
◆ ჩამონტაჟებული DD ძრავის ნულოვანი გადაცემის ჯაჭვი უკუშექცევის დიზაინის გარეშე.
◆მაღალი აჩქარების მახასიათებლები.
◆ უმოკლეს მონაკვეთი ხელსაწყოს ცხვირის წერტილსა და სტრუქტურულ საყრდენ წერტილს შორის ახორციელებს ჭრის მაქსიმალურ სიმტკიცეს.
◆ უფრო დიდი YRT საკისარი აუმჯობესებს სიმტკიცეს.
◆ აღჭურვილია HEIDENHAIN RCN8380 სერიის აბსოლუტური მბრუნავი ენკოდერის გაზომვის სისტემით, სრულად დახურული მარყუჟის კონტროლით, საუკეთესო სიზუსტის უზრუნველსაყოფად.
◆ B ღერძის გაგრილების სისტემის დიზაინი ამცირებს სითბოს გადაცემას.
მბრუნავი მაგიდა (C-ღერძის მაგიდა)

დიზაინის მახასიათებლები
◆ დამოუკიდებელი დიზაინი და წარმოება.
◆ ჩამონტაჟებული DD ძრავის ნულოვანი გადაცემის ჯაჭვი უკუშექცევის დიზაინის გარეშე.
◆ მაღალი აჩქარებისა და შენელების რეაგირების მახასიათებლები.
◆ უფრო დიდი YRT საკისარი ზრდის სიმტკიცეს.
◆ დიდი შეფასებული მამოძრავებელი ბრუნვა, პოზიციონირება და დამუშავება მაგიდის პოზიციონირებისა და დამაგრების მოწყობილობით
◆ დააკმაყოფილეთ დაფქვის მოთხოვნილებები, შეამცირეთ სამუშაო ნაწილის დამუშავება და გააუმჯობესეთ პროდუქტის სიზუსტე.
◆ აღჭურვილია HEIDENHAIN მაღალი სიზუსტის მბრუნავი ენკოდერის გაზომვის სისტემით, სრულად დახურული მარყუჟის კონტროლით საუკეთესო სიზუსტის უზრუნველსაყოფად.
◆ გაგრილების სისტემის დიზაინი სითბოს გადაცემის შესამცირებლად.
კონტროლის სისტემა

შერჩევის მახასიათებლები
◆აირჩიეთ საკონტროლო ჰოსტი NCU730.3B ხუთღერძიანი კავშირისთვის (იხ. ფუნქციების ცხრილი სისტემის კონფიგურაციის დეტალებისთვის)
◆RTCP ფუნქციით
◆აირჩიეთ Siemens S120 დისკი 3-ჯერ გადატვირთვისაგან და 1FT სერიის ძრავით მაღალი კინემატიკური მახასიათებლებით
◆აირჩიეთ TCU30.3+ICP427E, როგორც HMI ინტერაქტიული ჰოსტი, IPC-ს აქვს უფრო მაღალი გამოთვლითი სიჩქარე და მეტი შენახვის ადგილი
ხელსაწყოს შეცვლის ავტომატური სისტემა
დიზაინის მახასიათებლები
◆ დამოუკიდებელი დიზაინი და წარმოება.
◆ ხელსაწყოს შერჩევა და ხელსაწყოს შეცვლა გამოიყენეთ სერვო ძრავა ტერმინალის მოქმედების გასაკონტროლებლად, რაც უფრო სტაბილური და ზუსტია.
◆ Siemens ONE-ის ხელსაწყოების მართვის ფუნქციასთან ერთად, ხელსაწყოების უფრო ეფექტური მართვა.
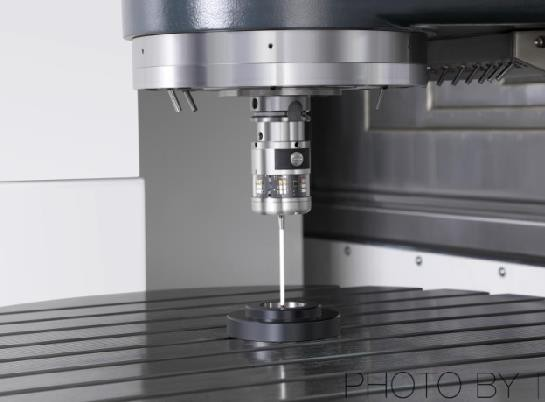
ამწევი ხელსაწყოების შემქმნელი
დიზაინის მახასიათებლები
◆ აღჭურვილია Ransishaw NC4F230R ხელსაწყოების სეტერით უფრო მაღალი სიზუსტით.
◆ ხელსაწყოს ავტომატური დაყენება მანქანაზე, ხელსაწყოს კომპენსაციის ავტომატური განახლება.
◆ ხელსაწყოს დასაყენებელი მოწყობილობის აწევა და დაწევა შესაძლებელია დამუშავების ზედაპირის სივრცის დაზოგვის მიზნით.
◆ ლითონის ფურცლის სრულად დალუქული დიზაინი ხელსაწყოების დასაცავად წყლისა და რკინის ნარჩენებისგან დაზიანებისგან დამუშავების დროს.
ინფრაწითელი ზონდი
დიზაინის მახასიათებლები
◆ აღჭურვილია Renishaw OMP60 ინფრაწითელი ზონდით.
◆ მანქანით სამუშაო ნაწილის გასწორება და ზომის შემოწმებამ შეიძლება შეამციროს ხელით შემოწმების შეცდომები და გააუმჯობესოს პროდუქტის სიზუსტე და დამუშავების ეფექტურობა.
◆90% დაზოგვა ბორტზე დახმარების დროს.
გარეგნობა
FH სერიის ხუთღერძიანი დამუშავების ცენტრის საფარის დიზაინი შეესაბამება CE უსაფრთხოების მკაცრ სტანდარტებს. სრულად მკვრივი ლითონის ფურცელი ხელს უშლის ოპერატორს შეცდომით შევიდეს სამუშაო ზონაში დამუშავების დროს და ამავდროულად ხელს უშლის მანქანიდან მაღალი წნევის საჭრელი სითხის ან ჩიპების გამოყენებას, გარდა გამაფრთხილებელი დასახელებისა. , საოპერაციო კარი ასევე აღჭურვილია უსაფრთხოების ჩამრთველით, რათა თავიდან აიცილოს უბედური შემთხვევები ექსპლუატაციის ან მოვლის დროს. და აქვს დიდი სანახავი ფანჯარა, რაც მოსახერხებელია ოპერატორისთვის, რომ გაიგოს აპარატის მუშაობა და დამუშავება.
დასუფთავება
გამოიყენეთ ტელესკოპური საფარი და ლითონის დამცავი ფურცელი მუშაობის დროს წარმოქმნილი ჩიპების დასაცავად, ჭრის დაფრქვევის თავიდან ასაცილებლად და სხვა მექანიზმების დაზიანებისთვის.
განათება
სამუშაო ადგილი აღჭურვილია ორი LED განათებით, ხოლო განათების განათება შენარჩუნებულია 800LUX-ზე მაღლა, რაც უზრუნველყოფს ოპერატორს შესაფერის ნათელ სამუშაო გარემოს.
ოპერატიულობა
ოპერაციული მხარე აღჭურვილია გაყოფილი ტიპის მოცურების კარით, რომელიც უზრუნველყოფს დიდი გასახსნელი სივრცეს, რაც მოსახერხებელია სამუშაო ნაწილის თავისუფლად ჩატვირთვა-გადმოტვირთვისთვის სამი მიმართულებით ამწის გამოყენებით.





