






ორმაგი spindle CNC lathe 208 სერია






პროდუქტის კონფიგურაცია
შესავალი
კოშკიDწარწერაPშესრულება
ინტეგრირებული დადებითი Y-ღერძის სტრუქტურა არის უაღრესად ხისტი, მძიმე და აქვს უკეთესი შესრულება, ვიდრე ინტერპოლაციის Y-ღერძი.
· უფრო გლუვი და გლუვი თვითმფრინავის კონტურის დამუშავება
· უფრო ადვილი მოსახვევი ზედაპირების და კონტურების დამუშავება
"ინტერპოლაცია Y"-თან შედარებით, "პოზიტიურ Y"-ს აქვს აშკარა უპირატესობები თვითმფრინავის დაფქვისას. "დადებითი Y" Y ღერძის მოძრაობა პერპენდიკულარულია X ღერძზე და არის ერთღერძიანი მოძრაობა. "ინტერპოლაცია Y" Y ღერძის მოძრაობა არის სწორი ხაზის ინტერპოლაცია X ღერძისა და Y ღერძის ერთდროული მოძრაობის მეშვეობით. საღარავი სიბრტყის სიბრტყისთვის "დადებით Y"-თან შედარებით, "პოზიტიური Y" ღერძის დამუშავება აშკარად ნათელი და გლუვია.
პირდაპირიDმდინარეSინქრონულიEელექტროSpindle
მაღალი სიმტკიცე, მაღალი ბრუნვის მომენტი, უფრო მაღალი ეფექტურობა, უკეთესი დასრულება, უფრო ზუსტი ინდექსირება.
მანქანების ყველა ძირითადი ნაწილი დამზადებულია თუჯისგან HT300 უკიდურესად ძლიერი დარტყმის შთანთქმის უნარით.
ჩარხების მახასიათებლები პირდაპირი წამყვანი ელექტრული შტრიხებით
●მაგნიტური რგოლის დამატებითი შიფრატორის (სინუსი და კოსინუსი) პოზიციონირების სიზუსტე: 20 რკალის წამი,
C-ღერძის ინდექსირების სიზუსტე: 40 რკალის წამი
● სწრაფი დაწყება-შეჩერების რეაგირების სიჩქარე, დაზოგავს მანქანა ხელსაწყოს დროს და ეფექტურად აუმჯობესებს წარმოების მოცულობას
●მცირე ჭრის დატვირთვა, ენერგიის დაზოგვა და ენერგიის დაზოგვა, ჩარხების უკეთესი დაცვა და გახანგრძლივებული მომსახურების ვადა
● ეფექტურად აღმოფხვრა ზურგის ვიბრაცია, კარგი დამაბალანსებელი ეფექტი, კარგი დასრულება და გააუმჯობესე სამუშაო ნაწილების ზედაპირის დასრულება
(გახეხვის ნაცვლად შემობრუნების უპირატესობები, მყარი შემობრუნების გარეგნობა, ზედაპირის უხეშობა Ra 0.2μm)
· სპინდლის ძრავა აღჭურვილია გაგრილების სისტემით, რათა თრგუნოს თერმული გადაადგილების გავლენა და უზრუნველყოს შპინდლის მუშაობა მუდმივ ტემპერატურაზე.
(ცხვირის ბოლოს გამონადენის სიზუსტე 0.002 მმ-ის ფარგლებშია, რაც უზრუნველყოფს უფრო სტაბილურ სიზუსტეს)
· უკანა დამაგრებული პირდაპირი დისკის სინქრონული შპინდლი, უფრო მოსახერხებელი ინსტალაცია და მოვლა
· A2-5: 7016AC-წინა ორი უკანა ორი
· A2-6: წინა NN3020+100BAR10S, უკანა NN3018
A2-8: წინა NN3024+BT022B*2, უკანა NN3022
მძიმე-DutyCასთIრონBასეAnd Cკომპონენტები
ყველა ჩამოსხმა ოპტიმიზირებულია სასრული ელემენტების ანალიზის (FEA) გამოყენებით, რათა შემცირდეს დამახინჯება და აწევის დარტყმის შთანთქმის უნარი. სახამებლების ძირითადი სერიის ჩამოსხმა გამაგრებულია ნეკნებით სიმტკიცისა და თერმული სტაბილურობის გასაძლიერებლად. კომპაქტური და სიმეტრიული თავსახურისა და კუდის ჩამოსხმა კიდევ უფრო აძლიერებს სიმტკიცეს და უზრუნველყოფს მაღალი პოზიციონირების სიზუსტეს და განმეორებადობას.
ტექნიკური მახასიათებლები
| ელემენტი | სახელი | ერთეული | 208 MS | 208MSY |
| მოგზაურობა | მაქს. საწოლის ბრუნვის დიამეტრი | mm | Φ680 | Φ700 |
| მაქს. დამუშავების დიამეტრი | mm | Φ370 | Φ300 | |
| მაქს. როტაციის დიამეტრი ხელსაწყოს დამჭერზე | mm | Φ300 | Φ300 | |
| მაქს. დამუშავების სიგრძე | mm | 420 | 400 | |
| მანძილი ორ ცენტრს შორის | mm | - | - | |
| Spindle ცილინდრი ჩაკ | Spindle ცხვირი | ASA | A2-6 | A2-6 |
| ჰიდრავლიკური ცილინდრი/ჩაკი | ინჩი | 8'' | 8'' | |
| Spindle მეშვეობით ხვრელი დიამეტრი | mm | Φ79/66 | Φ79/66 | |
| მაქს. ღერო ხვრელის დიამეტრით | mm | Φ65/52 | Φ65/52 | |
| Spindle Max. სიჩქარე | rpm | 4300 | 4300 | |
| Spindle ძრავის სიმძლავრე | kw | 18/22 | 18/22 | |
| Spindle ძრავის ბრუნვის მომენტი | Nm | 91-227 წწ | 91-227 წწ | |
| ქვე-Spindle ცილინდრი ჩაკ | ქვე-Spindle ცხვირი | ASA | A2-5 | A2-5 |
| ქვე-ჰიდრავლიკური ცილინდრი/ჩაკი | ინჩი | 6” | 6” | |
| ქვე-Spindle მეშვეობით ხვრელი დიამეტრი | mm | Φ56 | Φ56 | |
| ქვე-მაქს. ღერო ხვრელის დიამეტრით | mm | Φ46 | Φ46 | |
| ქვე-Spindle Max. სიჩქარე | rpm | 5500 | 5500 | |
| ქვე-Spindle ძრავის სიმძლავრე | kw | 17.5 | 17.5 | |
| X/ZN/SAxisFeedPარამეტრები | X ძრავის სიმძლავრე | kw | 2.5 | 2.5 |
| Y ძრავის სიმძლავრე | kw | - | 1.2 | |
| Z ძრავის სიმძლავრე | kw | 2.5 | 2.5 | |
| Sძრავის სიმძლავრე | Kw | 1.2 | 1.2 | |
| Xღერძზე მოგზაურობა | mm | 236 | 204 | |
| Yღერძზე მოგზაურობა | mm | - | 100±50 | |
| Zღერძზე მოგზაურობა | mm | 510 | 492 | |
| X/Z ღერძის სარკინიგზო სპეციფიკაციები | სპეც | 35 როლიკერი | 35 როლიკერი | |
| Y ღერძის სარკინიგზო სპეციფიკაციები | სპეც | 25 როლიკერი | 25 როლიკერი | |
| S ღერძის მოძრაობა | mm | 600 | 600 | |
| Xღერძის სწრაფი მოძრაობა | მმ/წთ | 20 | 20 | |
| Zღერძის სწრაფი მოძრაობა | მმ/წთ | 20 | 20 | |
| Yღერძის სწრაფი მოძრაობა | მმ/წთ | - | 8 | |
| Sღერძის სწრაფი მოძრაობა | მმ/წთ | 24 | 24 | |
| სერვო სიმძლავრე კოშკიPარამეტრები | დენის კოშკის ტიპი | / | BMT55 | BMT55 |
| ხელსაწყოების სადგური | / | 12 ტ | 12 ტ | |
| M ძრავის სიმძლავრე | kw | 5.5 | 5.5 | |
| M ღერძის ძრავის ბრუნვა | Nm | 35 | 35 | |
| დენის თავი მაქს. სიჩქარე | rpm | 6000 | 6000 | |
| გარე დიამეტრის ხელსაწყოს დამჭერის სპეციფიკაციები | mm | 25*25 | 25*25 | |
| შიდა დიამეტრის ხელსაწყოს დამჭერის სპეციფიკაციები | mm | Φ40 | Φ40 | |
| მიმდებარე ხელსაწყოს შეცვლის დრო | წმ | 0.15 | 0.15 | |
| პოზიციონირების სიზუსტე | / | ±2" | ±2" | |
| გაიმეორეთ პოზიციონირების სიზუსტე | / | ±1” | ±1” | |
| TailstockPარამეტრები | პროგრამირებადი ჰიდრავლიკური კუდი | / | - | - |
| Tailstock Max. მოგზაურობა | mm | - |
| |
| ყდის დიამეტრი | mm | - |
| |
| ყდის მოგზაურობა | mm | - |
| |
| ყდის კონუსური | / | - |
| |
| ზომები | საერთო ზომები | m | 2800*2100*1800 | 2700*2400*2000 |
| აპარატის წონა დაახლ. | kg | 5900 | 5300 | |
| სხვა | ჭრის სითხის ავზის მოცულობა | L | 150 | 150 |
| გაგრილების წყლის ტუმბოს სიმძლავრე | kw | 0.75 | 0.75 | |
| ჰიდრავლიკური ერთეულის ყუთის მოცულობა | L | 40 | 40 | |
| ჰიდრავლიკური ზეთის ტუმბოს ძრავის სიმძლავრე | kw | 1.5 | 1.5 | |
| საპოხი ზეთის ავზის მოცულობა | L | 2 | 2 | |
| ავტომატური შეზეთვის ტუმბოს ძრავის სიმძლავრე | kw | 50 | 50 |
კონფიგურაციის შესავალი
უფრო ადვილიაTo Use And MმადანიPძლევამოსილი
●სრულად განახლებული დიზაინი
●ი HMI-ით აღჭურვილი
● აღჭურვილია FANUC-ის უახლესი CNC და სერვო ტექნოლოგიით
●სტანდარტიზებული პერსონალიზებული ფუნქციებით
●გაფართოებული მეხსიერების მოცულობა
სიმსუბუქეOf Use
თავიდან აიცილეთ აპარატის უეცარი შეფერხება პრევენციული მოვლის საშუალებით
●მდიდარი ხარვეზის პროგნოზირების ფუნქციები
ადვილად იპოვნეთ ხარვეზის ადგილმდებარეობა და შეამცირეთ აღდგენის დრო
●დიაგნოსტიკა/შენარჩუნების ფუნქციები
დამუშავების მაღალი ხარისხი
შეუმოკლდაCციკლიTდრო
●მაღალეფექტური დამუშავების ტექნოლოგია
მიაღწიეთ მაღალი ხარისხის დამუშავებას
ზედაპირის დამუშავების ტექნოლოგია
●დიაგნოსტიკა/შენარჩუნების ფუნქცია
მაღალიOპერაციაRშეჭამა
ყოველთვის მხარი დაუჭირეთ სხვადასხვა ოპერაციებს დამუშავების ადგილზე
●FANUC
პერსონალიზებულიSეკრანიIs Eუფრო ასიTo Use
●სტანდარტიზებული პერსონალიზებული ფუნქცია
ინიციატივები IoT-ის სფეროში
● ადგილზე ქსელების ფართო სპექტრის მხარდაჭერა

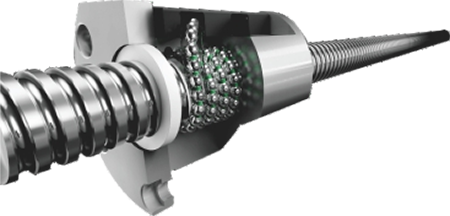
THKBყველაSეკიპაჟი
· C3 კლასის, მაღალი სიზუსტის ბურთიანი ხრახნის გამოყენებით, თხილის წინასწარ ჩატვირთვით და ხრახნიანი წინასწარ დაჭიმვის დამუშავებით, რათა თავიდან იქნას აცილებული უკუშექცევა და ტემპერატურის მომატების გახანგრძლივება, რაც აჩვენებს შესანიშნავი პოზიციონირებისა და განმეორებადობის სიზუსტეს.
· სერვო ძრავის პირდაპირი დრაივი შემცირების უკუშეცდომის შესამცირებლად.
THKRუფრო ძველიLინეარGუიდი
· P კლასის ულტრა მაღალი სიხისტის SRG სიზუსტის ხარისხი, ხაზოვანი სახელმძღვანელო ნულოვანი კლირენსი, რკალი ჭრის, ბეწვის ჭრა, ზედაპირის ტექსტურა შედარებით ერთგვაროვანია. ვარგისია მაღალსიჩქარიანი მუშაობისთვის, რაც მნიშვნელოვნად ამცირებს ჩარხებისთვის საჭირო მამოძრავებელ ცხენის ძალას.
· სრიალის ნაცვლად მოძრავი, მცირე ხახუნის დაკარგვა, მგრძნობიარე რეაქცია, მაღალი პოზიციონირების სიზუსტე. მას შეუძლია ერთდროულად გაუძლოს დატვირთვას მოძრავი მიმართულებით, ხოლო ლიანდაგის კონტაქტის ზედაპირი კვლავ მრავალპუნქტიან კონტაქტშია დატვირთვის დროს და ჭრის სიმტკიცე არ შემცირდება.
· მარტივი აწყობა, ძლიერი ურთიერთშემცვლელობა და მარტივი შეზეთვის სტრუქტურა; აცვიათ თანხა ძალიან მცირეა და მომსახურების ვადა გრძელი.

SKFBყურმილი/OილინგიMაჩინე
· ავტომატური ლუბრიკატორი აკმაყოფილებს სხვადასხვა აპლიკაციის საჭიროებებს, შესაფერისია სხვადასხვა სამუშაო პირობებისთვის, საიმედო პროდუქტებისთვის, მოქნილი გამოყენებისთვის.
· დააკმაყოფილებს საკისრების შეზეთვის საჭიროებებს მაღალ ტემპერატურაზე, ძლიერ ვიბრაციასა და სახიფათო გარემოში.
შეზეთვის თითოეული წერტილი იყენებს მოცულობით პროპორციულ დისტრიბუტორს შეზეთვის რაოდენობის გასაკონტროლებლად და მანქანა შეიძლება კონტროლდებოდეს PLC-ით ზეთის ზუსტად მიწოდებისთვის.







