






5-ღერძიანი CNC ჰორიზონტალური დამუშავების ცენტრი ორი პლატათი CP800
1.ფუნქციები
CATO კომპანიის მიერ შემუშავებული მაღალსიჩქარიანი, მაღალი ხარისხის და ზუსტი ჰორიზონტალური ხუთღერძიანი დამუშავების ცენტრი CP800T2 აქვს მაღალი სიხისტის, მაღალი სიზუსტის და მაღალი ეფექტურობის დამუშავების მახასიათებლები. მიღებულია ერთი ცალი ბაზა და ბაზის მაღალი და დაბალი რელსების დადებითი T სტრუქტურის დიზაინი უზრუნველყოფს ჩარხების მაღალ სიმყარეს; მთელი მანქანა გადის სასრული ელემენტების ანალიზს, რათა დარწმუნდეს, რომ მანქანა ხელსაწყო არ ვიბრირებს მაღალი სიჩქარით მოძრაობისას და უზრუნველყოფს მთელი მანქანის საუკეთესო გრძელვადიანი მუშაობის სტაბილურობას.

მაღალი დონის ტექნოლოგიების მიღებით, როგორიცაა მაღალი სიჩქარის spindle ტექნოლოგია, მაღალსიჩქარიანი კვების ტექნოლოგია, მაღალი სიჩქარით ხელსაწყოების შეცვლის ტექნოლოგია და მაღალი სიჩქარით CNC სისტემის ტექნოლოგია, დამუშავების დრო მნიშვნელოვნად მცირდება, დამუშავების ეფექტურობა გაუმჯობესებულია და სხვადასხვა დაკმაყოფილებულია წარმოების საჭიროებები. სამღერძიანი სწრაფი გადაადგილება არის 60 მ/წთ, ხოლო მაღალსიჩქარიანი და მაღალი ბრუნვის ელექტრული ღერძი ამცირებს ღერძის აჩქარებისა და შენელების დროს. ეს მაჩვენებლები მნიშვნელოვნად ამცირებს დაუმუშავებელ დროს და აუმჯობესებს დამუშავების ეფექტურობას; ხრახნიანი/ტარების სავარძელი/სპინდლი/DD სვინგის თავი იღებს ტემპერატურის კონტროლის სისტემას, უზრუნველყოფს აღჭურვილობის შესანიშნავი თერმული ბალანსის გარანტიას და მნიშვნელოვნად აუმჯობესებს აღჭურვილობის სიზუსტეს და სტაბილურობას.
Siemens 840D სისტემის მიღება, 19 დიუმიანი სუპერ დიდი LCD დისპლეი, ხელსაწყოების ტრაექტორიის დინამიური გრაფიკული ჩვენება, ინტელექტუალური გამაფრთხილებელი ჩვენება, თვითდიაგნოსტიკა და სხვა ფუნქციები ხდის ჩარხების გამოყენებას და შენარჩუნებას უფრო მოსახერხებელ და სწრაფს; მაღალსიჩქარიანი ავტობუსის კომუნიკაციის მეთოდი მნიშვნელოვნად აუმჯობესებს CNC სისტემის მონაცემთა დამუშავებას. უნარი და კონტროლის შესრულება ხელს უწყობს დიდი სიმძლავრის პროგრამების სწრაფ და ეფექტურ გადაცემას და ონლაინ დამუშავებას.
2.პარამეტრი
| ელემენტი | ერთეული | CP800T2 | |
| მოგზაურობა | X/Y/Z ღერძის მოძრაობა | mm | 800 x 800 x 750 |
| B ღერძი მგზავრობა | ° | -30~120 | |
| C-ღერძი მგზავრობა | ° | 360 | |
| მანძილი ზურგის ცენტრიდან მაგიდის ზედა ნაწილამდე (B ღერძი 90 გრადუსი ჰორიზონტალური) | mm | 160-910 წწ | |
| მანძილი ზურგის ბოლოდან მაგიდის ზედა ნაწილამდე (B ღერძი 0 გრადუსი ვერტიკალური) | mm | -83~667 | |
| მანძილი ზურგის ბოლოდან სამუშაო მაგიდის ცენტრამდე (B ღერძი 90 გრადუსი ჰორიზონტალური) | mm | -135~665 | |
| მანძილი ზურგის ცენტრიდან მაგიდის ცენტრამდე (B-ღერძი 0° ვერტიკალური) | mm | 108-908 წწ | |
| დამუშავების მაქსიმალური დიაპაზონი | mm | Φ 720 x 910 | |
| კვება 3 ღერძით | X/Y/Z ღერძის სწრაფი მოძრაობა | მ/წთ | 60/60/60 |
| კვების სიჩქარის შემცირება | მმ/წთ | 0-24000 | |
| მბრუნავი მაგიდა (C-ღერძი) | მბრუნავი მაგიდა | ც | 2 |
| დისკის დიამეტრი | mm | 500*500 | |
| დასაშვები დატვირთვა | Kg | 500 | |
| მაქსიმალური ბრუნვის სიჩქარე | Rpm | 40 | |
| პოზიციონირების/გამეორების სიზუსტე | arc.sec | 15/10 | |
| B-ღერძი | როტაციის მაქსიმალური სიჩქარე | Rpm | 60 |
| პოზიციონირების/გამეორების სიზუსტე | arc.sec | 8/4 | |
| Spindle | Spindle სპეციფიკაცია (ინსტალაციის დიამეტრი/გადაცემის მეთოდი) | mm | 190 / ჩაშენებული |
| Spindle taper | მ/წთ | A63 | |
| მაქს. Spindle სიჩქარე | mm | 18000 | |
| Spindle Motor Power | Kw | 30/35 | |
| Spindle Motor ბრუნვა | ნმ | 72/85 | |
| ხელსაწყო | ხელსაწყოს ჟურნალის მოცულობა |
| 40 ტ |
| ხელსაწყოების შეცვლის დრო (TT) | s | 7 | |
| ხელსაწყოს მაქსიმალური დიამეტრი (სრული ინსტრუმენტი / მიმდებარე ცარიელი ხელსაწყო ინსტრუმენტი) | mm | 80/150 | |
| მაქს. ხელსაწყოს სიგრძე | mm | 450 | |
| მაქს. ხელსაწყოს წონა | Kg | 8 | |
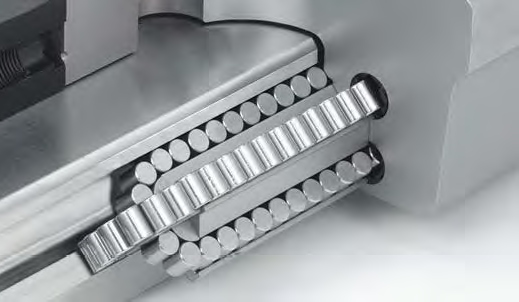
| გზამკვლევი | X ღერძის სახელმძღვანელო (ზომა/სლაიდების რაოდენობა) |
| 45/2 (Roller) |
| Y-ღერძის სახელმძღვანელო (ზომა/სლაიდების რაოდენობა) |
| 45/3 (როლიკები) | |
| Z-ღერძის სახელმძღვანელო (ზომა/სლაიდების რაოდენობა) |
| 45/2 (Roller) | |
| სამი ღერძი გადაცემა | X-ღერძი წამყვანი ხრახნი | N | 2R 40 x 20 |
| Y-ღერძი წამყვანი ხრახნი | N | 2R 40 x 20 | |
| Z-ღერძი წამყვანი ხრახნი | N | 2R 40 x 20 | |
| სამი ღერძიანი სიზუსტე | პოზიციონირების სიზუსტე | mm | 0.005 / 300 |
| გაიმეორეთ პოზიციონირების სიზუსტე | mm | 0.003 / 300 | |
| შეზეთვის სისტემა | საპოხი ერთეულის სიმძლავრე | L | 0.7 |
| შეზეთვის ტიპი |
| ცხიმიანი შეზეთვა | |
| სხვები | ჰაერის მოთხოვნა | კგ/სმ2 | ≥ 6 |
| ჰაერის წყაროს ნაკადი | mm3/წთ | ≥ 0.5 | |
| წონა | T | 11 | |
3.სტენდის კონფიგურაცია
| NO. | სახელი |
| 1 | Siemens 840D① შესანიშნავი მოსახვევი ზედაპირი;② ხუთღერძიანი საფრეზირების პროცესის პაკეტი; ③ ხუთღერძიანი ბარათი; ④ B-ღერძის დაცემის თავიდან აცილება; ⑤USB და Ethernet მონაცემთა გადაცემა |
| 2 | ერთდროული დაჭერის ფუნქცია |
| 3 | X/Y/Z ხრახნიანი ღრუ გაგრილების სისტემა |
| 4 | Spindle/B-ღერძის ტემპერატურის კონტროლის სისტემა |
| 5 | Spindle დაცვა გადატვირთვისაგან |
| 6 | APC ორმაგი გაცვლის სამუშაო მაგიდა |
| 7 | B/C ღერძის ჰიდრავლიკური სამუხრუჭე სისტემა |
| 8 | მთლიანად დახურული ლითონის ფურცელი |
| 9 | უსაფრთხოების კარის საკეტი სისტემა |
| 10 | ინსტრუმენტების ჟურნალის ავტომატური კარი |
| 11 | ავტომატური ცხიმის შეზეთვის სისტემა |
| 12 | LED სამუშაო განათება |
| 13 | ხრახნიანი გაჭრა ორივე მხრიდან |
| 14 | ამწევი ბარაბანი საფხეკი მოხსნის სისტემა |
| 15 | გარს გამფრქვევი სისტემა |
| 16 | გამაგრილებლის სისტემა |
| 17 | CTS (2MPA) |
| 18 | სტანდარტული ხელსაწყოები და ხელსაწყოების ყუთები |
| სტანდარტული ხელსაწყოები და ხელსაწყოების ყუთები |





