
BOSM -5020-5Z მოპირდაპირე-თავის მოსაწყენი საღარავი მანქანა
1.აღჭურვილობის გამოყენება:
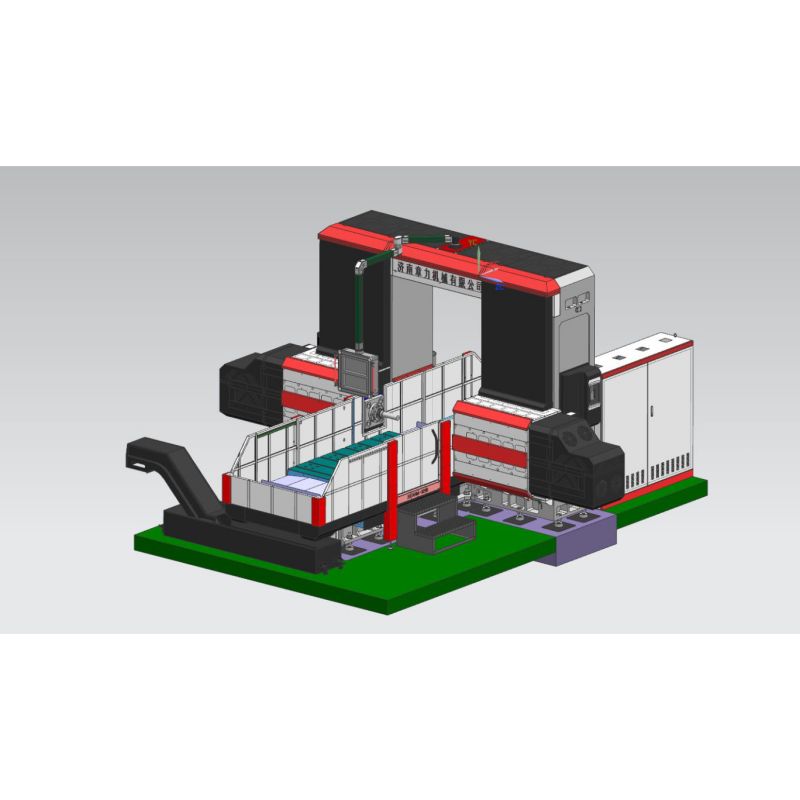
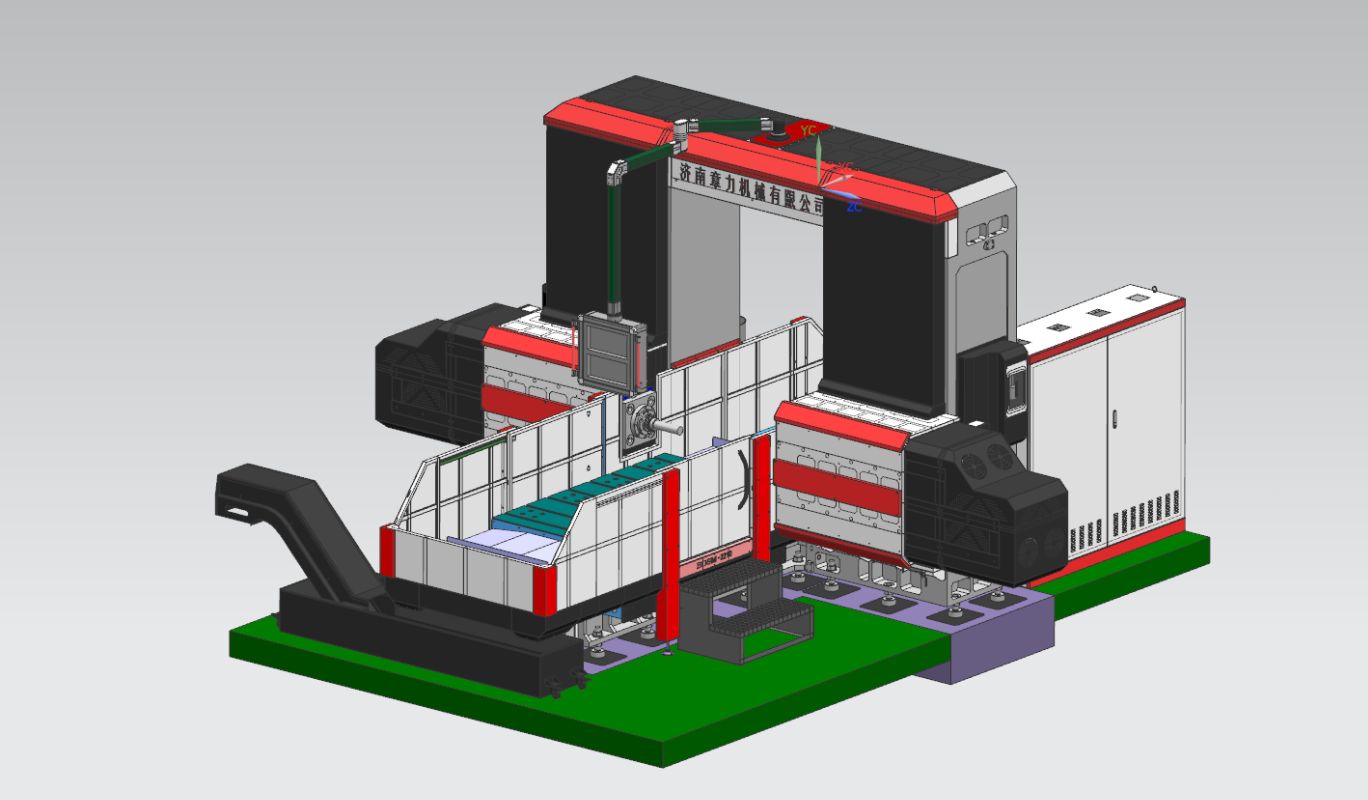
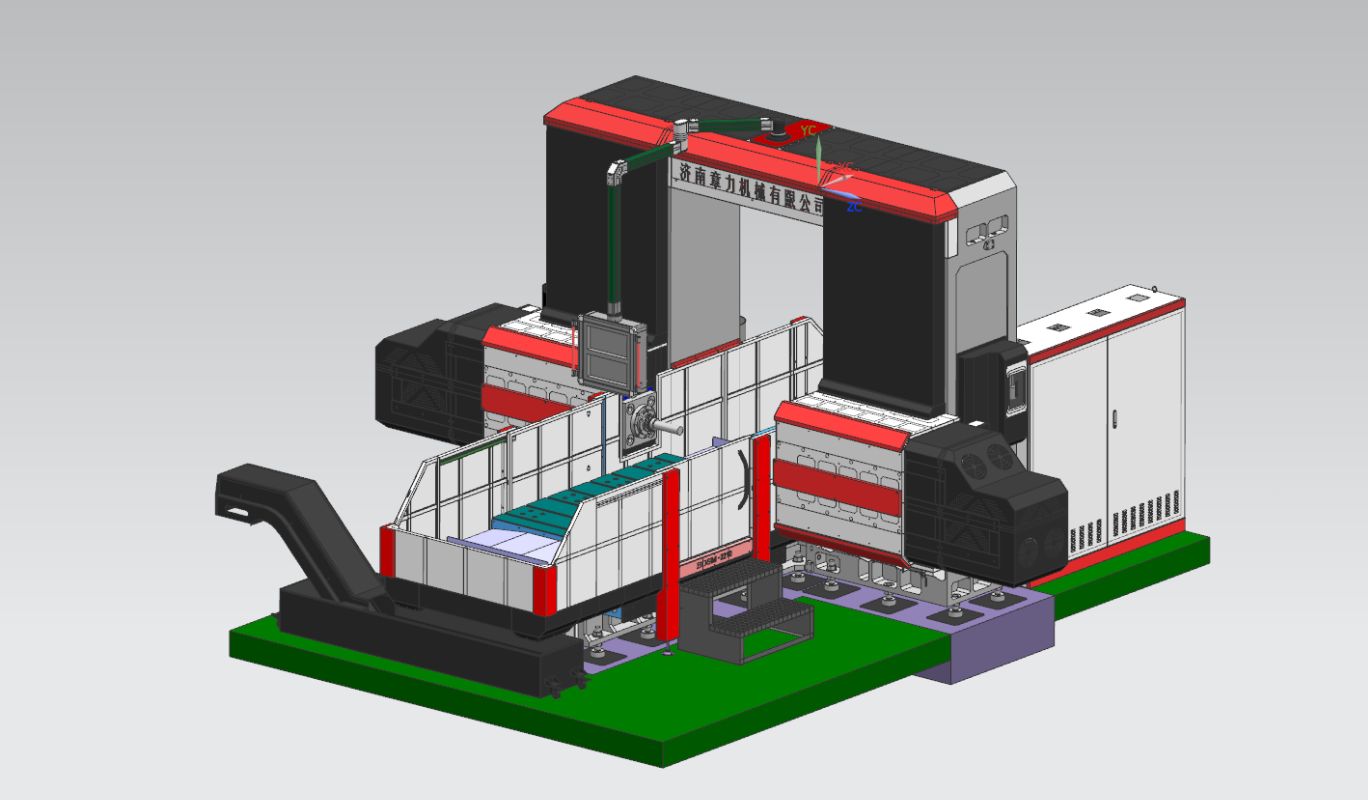
BOSM-5020-5Z CNC სამუშაო მაგიდაზე მობილური ორსვეტიანი თავდაპირველი მოსაწყენი და საღარავი მანქანა არის სპეციალური მანქანა საინჟინრო მანქანების სიმეტრიული სამუშაო ნაწილებისთვის.მანქანა აღჭურვილია სპეციალური მოძრავი სამუშაო სკამით და ჰორიზონტალური ვერძების ორი კომპლექტით, რომელსაც შეუძლია განახორციელოს სამუშაო ნაწილის ბურღვა, დაფქვა, მოსაწყენი და სხვა დამუშავება ეფექტური დარტყმის დიაპაზონში, სამუშაო ნაწილის დამუშავება შესაძლებელია ერთ დროს (არ არის საჭირო მეორადი შეკვრა), სწრაფი დატვირთვისა და გადმოტვირთვის სიჩქარე, სწრაფი პოზიციონირების სიჩქარე, დამუშავების მაღალი სიზუსტე და დამუშავების მაღალი ეფექტურობა.
2.აღჭურვილობის სტრუქტურა:
2.1. აპარატის ძირითადი კომპონენტები
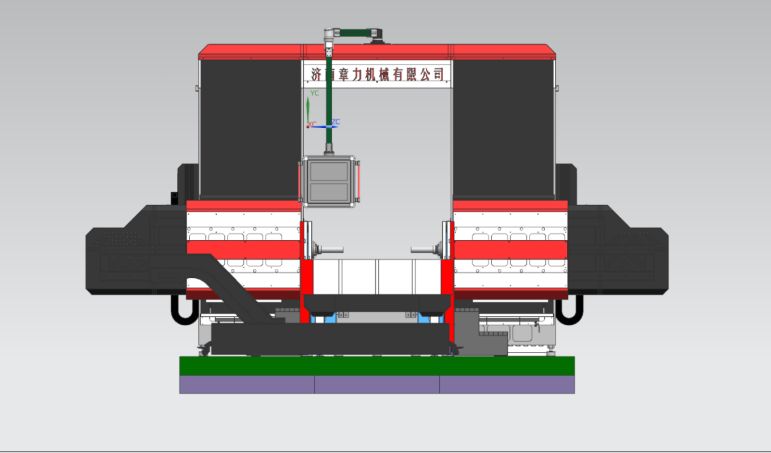
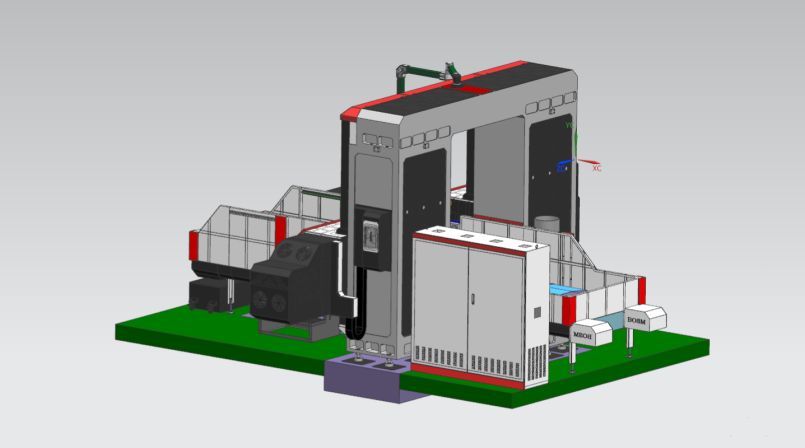
საწოლი, სამუშაო მაგიდა, მარცხენა და მარჯვენა სვეტები, სხივები, ღუმელების დამაკავშირებელი სხივები, უნაგირები, ვერძები და ა.შ., ყველაფერი დამზადებულია ფისოვანი ქვიშის ჩამოსხმისგან, მაღალი ხარისხის ნაცრისფერი რკინის 250 ჩამოსხმისგან, ცხელ ქვიშის ორმოში ადუღებული → ვიბრაციული დაძველება → ღუმელში დუღილი. → ვიბრაციული დაძველება→ უხეში დამუშავება→ ვიბრაციული დაძველება→ ღუმელის ადუღება→ ვიბრაციული დაძველება→ დასრულება, მთლიანად აღმოფხვრის ნაწილების უარყოფით სტრესს და ინარჩუნებს ნაწილების მუშაობას სტაბილურად.ფიქსირებული საწოლი, მარცხენა და მარჯვენა სვეტები, განლაგებული და სამუშაო მაგიდა მოძრაობს;მანქანას აქვს ფრეზი, მოსაწყენი ჭრა, ბურღვა, ჩაძირვა, ჩამოსასხმელი და სხვა ფუნქციები, ხელსაწყოს გაგრილების მეთოდი არის გარე გაგრილება, მანქანა შეიცავს 5 კვების ღერძს, რომელსაც შეუძლია განახორციელოს 4 ღერძიანი კავშირი, 5 ღერძიანი ერთჯერადი მოქმედების, 2 დენის თავი. , მანქანის ღერძული და დენის თავი ნაჩვენებია ქვემოთ მოცემულ ფიგურაში.
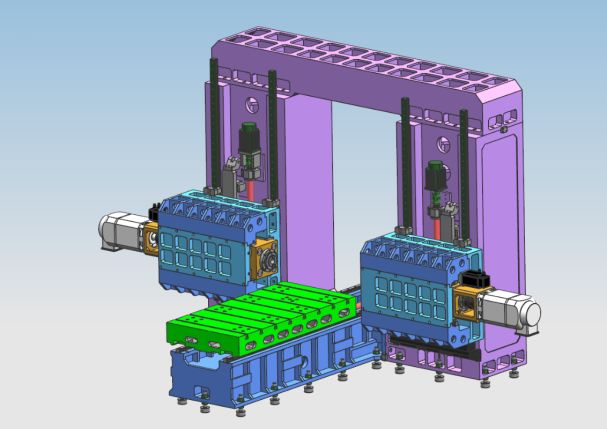
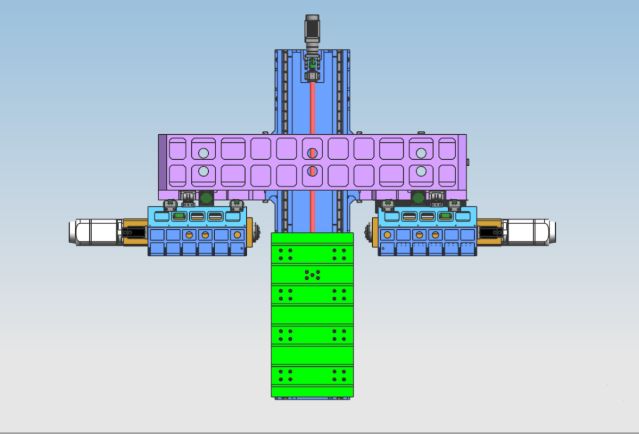
2.2. ღერძული გადაცემის კვების ნაწილის ძირითადი სტრუქტურა
2.2.1.X-ღერძი: სამუშაო მაგიდა ორმხრივად მოძრაობს ფიქსირებული საწოლის სახელმძღვანელო რელსის გასწვრივ.
X-ღერძიანი გადაცემათა კოლოფი: AC სერვო ძრავა და მაღალი სიზუსტის პლანეტარული რედუქტორი გამოიყენება სამუშაო მაგიდის გადასაადგილებლად ბურთიანი ხრახნიანი გადაცემის საშუალებით, რათა განხორციელდეს X-ღერძის წრფივი მოძრაობა.
გზამკვლევი სარკინიგზო ფორმა: დააყენეთ ორი მაღალი სიმტკიცის ზუსტი ხაზოვანი გზამკვლევი
2.2.2.Y1 ღერძი: დენის თავი და ვერძი ვერტიკალურად არის დამონტაჟებული სვეტის წინა მხარეს და მოძრაობს მარცხნივ და მარჯვნივ სვეტის სახელმძღვანელო ლიანდაგის გასწვრივ.
Y1 ღერძის გადაცემათა კოლოფი: AC სერვო ძრავა გამოიყენება ბურთის ხრახნიანი ხრახნის გადასაადგილებლად, რათა უნაგირი გადაადგილდეს და გააცნობიეროს Y1 ღერძის ხაზოვანი მოძრაობა.
გზამკვლევი რელსის ფორმა: 4 ცალი 45 ტიპის ხაზოვანი გზამკვლევი.
2.2.3.Y2 ღერძი: ელექტრული სათავის მეორე ღერძი დამონტაჟებულია ვერტიკალურად სვეტის წინა მხარეს და მოძრაობს მარცხნივ და მარჯვნივ სვეტის სახელმძღვანელო რელსის გასწვრივ.
Y2 ღერძის გადაცემათა კოლოფი: AC სერვო ძრავა გამოიყენება ბურთის ხრახნის გასატარებლად უნაგირის მოძრაობის გასატარებლად, რათა გააცნობიეროს Y1 ღერძის ხაზოვანი მოძრაობა.
გზამკვლევი რელსის ფორმა: 4 ცალი 45 ტიპის ხაზოვანი გზამკვლევი


2.2.4.Z1 ღერძი: ელექტრული თავსაბურავი მოცურების უნაგირზე დამონტაჟებულია ვერტიკალურად მარჯვენა სვეტის წინა მხარეს და ბრუნდება მაღლა და ქვევით სვეტის სახელმძღვანელო რელსის გასწვრივ.
Z1 ღერძის გადაცემა: AC სერვო ძრავა და მაღალი სიზუსტის პლანეტარული რედუქტორი გამოიყენება ვერძის გადასაადგილებლად ბურთის ხრახნიან გადასაადგილებლად Z1 ღერძის წრფივი მოძრაობის განსახორციელებლად.
გზამკვლევი რელსის ფორმა: 2 65 ტიპის ხაზოვანი გზამკვლევი
2.2.5.Z2 ღერძი: ელექტრული სათავის სლაიდი უნაგირი დამონტაჟებულია ვერტიკალურად მარჯვენა სვეტის წინა მხარეს და მოძრაობს მაღლა და ქვევით სვეტის მიმავალი ლიანდაგის გასწვრივ.
Z1 ღერძის გადაცემა: AC სერვო ძრავა პლუს მაღალი სიზუსტის პლანეტარული რედუქტორი გამოიყენება ვერძის გადასაადგილებლად ბურთის ხრახნიდან გადაადგილებისთვის Z2 ღერძის წრფივი მოძრაობის განსახორციელებლად.
გზამკვლევი რელსის ფორმა: 2 65 ტიპის ხაზოვანი გზამკვლევი

მაღალი ხარისხის HT250 ჩამოსხმის სვეტი 2 ცალი 65 ტიპის მძიმე ხაზოვანი სახელმძღვანელო რელსები
მოსაწყენი და საღეჭი დენის თავი (მათ შორის, დენის თავი 1 და 2) არის რთული კვადრატული ვერძი, ხოლო მოძრავი მიმართულება ხელმძღვანელობს 4 ხაზოვანი როლიკებით სახელმძღვანელო რელსებით.დისკი იყენებს AC სერვო ძრავას ზუსტი ბურთის ხრახნიანი წყვილის გასატარებლად.მანქანა აღჭურვილია აზოტის ბალანსის ზოლით., შეამცირეთ მანქანის ხელმძღვანელის ტარების მოცულობა ხრახნიანზე და სერვოძრავაზე.Z-ღერძის ძრავას აქვს ავტომატური დამუხრუჭების ფუნქცია.ელექტროენერგიის გათიშვის შემთხვევაში, ავტომატური მუხრუჭები მჭიდროდ უჭერს ძრავის ლილვს ისე, რომ მას არ შეუძლია ბრუნვა.მუშაობისას, როდესაც საბურღი არ ეხება სამუშაო ნაწილს, ის სწრაფად იკვებება;როდესაც საბურღი ბიტი ეხება სამუშაო ნაწილს, ის ავტომატურად გადადის სამუშაო კვებაზე.როდესაც საბურღი ბიტი შეაღწევს სამუშაო ნაწილს, ის ავტომატურად გადადის სწრაფ გადახვევაზე;როდესაც საბურღი ბიტის ბოლო ტოვებს სამუშაო ნაწილს და მიაღწევს დადგენილ პოზიციას, ის გადავა შემდეგ ხვრელის პოზიციაზე ავტომატური ცირკულაციის განსახორციელებლად.და მას შეუძლია გააცნობიეროს ბრმა ხვრელების ბურღვის, დაფქვის, ჩამჭრელობის, ჩიპის გატეხვის, ჩიპის ავტომატური ამოღების და ა.შ. ფუნქციები, რაც აუმჯობესებს შრომის პროდუქტიულობას.


500 მმ-იანი ინსულტის რთული კვადრატული ვერძის დენის თავი იყენებს ხაზოვან გიდებს ტრადიციული ჩანართების ნაცვლად, რათა მნიშვნელოვნად გააუმჯობესოს სახელმძღვანელო სიზუსტე და შეინარჩუნოს კვადრატული ვერძის სიმტკიცე.
2.3. ჩიპის მოცილება და გაგრილება
სამუშაო მაგიდის ქვეშ ორივე მხარეს დამონტაჟებულია სპირალური და ბრტყელი ჯაჭვის ჩიპური კონვეიერები, ხოლო ჩიპები შეიძლება ავტომატურად გადაეცეს ჩიპის კონვეიერს ბოლოს სპირალური და ჯაჭვის ფირფიტების ორ ეტაპად ცივილიზებული წარმოების რეალიზებისთვის.ჩიპის კონვეიერის გამაგრილებლის ავზში არის გამაგრილებელი ტუმბო, რომელიც შეიძლება გამოყენებულ იქნას ხელსაწყოს გარე გაგრილებისთვის, ხელსაწყოს მუშაობისა და მომსახურების ვადის უზრუნველსაყოფად, ხოლო გამაგრილებლის გადამუშავება შესაძლებელია.

3.სრული ციფრული რიცხვითი კონტროლის სისტემა:
3.1.ჩიპის გატეხვის ფუნქციით, ჩიპის გატეხვის დრო და ჩიპის გატეხვის ციკლი შეიძლება დაყენდეს კაცი-მანქანის ინტერფეისზე.
3.2.ხელსაწყოს აწევის ფუნქციით აღჭურვილი ხელსაწყოს აწევის მანძილი შეიძლება დაყენდეს ადამიანი-მანქანის ინტერფეისზე.როდესაც მანძილი მიიღწევა, ხელსაწყოს სწრაფად აწევენ, შემდეგ ჩიპებს ყრიან, შემდეგ კი სწრაფად გადაიგზავნება საბურღი ზედაპირზე და ავტომატურად გარდაიქმნება სამუშაოდ.
3.3.ცენტრალიზებული ოპერაციული კონტროლის ყუთი და ხელის ერთეული იყენებს რიცხვითი კონტროლის სისტემას და აღჭურვილია USB ინტერფეისით და LCD თხევადკრისტალური დისპლეით.პროგრამირების, შენახვის, ჩვენების და კომუნიკაციის გასაადვილებლად, ოპერაციულ ინტერფეისს აქვს ფუნქციები, როგორიცაა კაცი-მანქანის დიალოგი, შეცდომის კომპენსაცია და ავტომატური განგაში.
3.4.მოწყობილობას აქვს დამუშავებამდე ხვრელის პოზიციის წინასწარი დათვალიერების და ხელახალი შემოწმების ფუნქცია და ოპერაცია ძალიან მოსახერხებელია.
4.ავტომატური შეზეთვა
მანქანის ზუსტი ხაზოვანი სახელმძღვანელო სარკინიგზო წყვილი, ზუსტი ბურთის ხრახნიანი წყვილი და სხვა მაღალი სიზუსტის მოძრაობის წყვილი აღჭურვილია ავტომატური შეზეთვის სისტემებით.ავტომატური საპოხი ტუმბო გამოყოფს წნევის ზეთს, ხოლო საპოხი ზეთის რაოდენობრივი კამერა შედის ზეთში.ზეთის კამერის ზეთით შევსების შემდეგ, როდესაც სისტემაში წნევა 1,4-1,75 მპა-მდე მოიმატებს, სისტემაში წნევის ჩამრთველი იკეტება, ტუმბო ჩერდება და განტვირთვის სარქველი ერთდროულად იტვირთება.როდესაც გზაზე ზეთის წნევა ეცემა 0,2 მპა-ზე დაბლა, რაოდენობრივი ლუბრიკატორი იწყებს საპოხი წერტილის შევსებას და ასრულებს ზეთის ერთ შევსებას.რაოდენობრივი ზეთის ინჟექტორის ზეთის ზუსტი მიწოდების და სისტემის წნევის გამოვლენის გამო, ზეთის მიწოდება საიმედოა, რაც უზრუნველყოფს ზეთის ფირის არსებობას თითოეული კინემატიკური წყვილის ზედაპირზე, ამცირებს ხახუნს და ცვეთას და ხელს უშლის დაზიანებისგან. გადახურებით გამოწვეული შიდა სტრუქტურა., აპარატის სიზუსტისა და სიცოცხლის უზრუნველსაყოფად.მოცურების სახელმძღვანელო სარკინიგზო წყვილთან შედარებით, ამ მანქანაში გამოყენებული მოძრავი ხაზოვანი სახელმძღვანელო სარკინიგზო წყვილს აქვს მთელი რიგი უპირატესობები:
① მოძრაობის მგრძნობელობა მაღალია, მოძრავი გზამკვლევის ხახუნის კოეფიციენტი მცირეა, მხოლოდ 0,0025~0,01, ხოლო მამოძრავებელი ძალა მნიშვნელოვნად შემცირებულია, რაც მხოლოდ ჩვეულებრივი მანქანების 1/10-ის ექვივალენტია.
② განსხვავება დინამიურ და სტატიკურ ხახუნს შორის ძალიან მცირეა, ხოლო შემდგომი შესრულება შესანიშნავია, ანუ დროის ინტერვალი მამოძრავებელ სიგნალსა და მექანიკურ მოქმედებას შორის ძალიან მოკლეა, რაც ხელს უწყობს რეაგირების სიჩქარისა და მგრძნობელობის გაუმჯობესებას. რიცხვითი კონტროლის სისტემა.
③ შესაფერისია მაღალსიჩქარიანი ხაზოვანი მოძრაობისთვის და მისი მყისიერი სიჩქარე დაახლოებით 10-ჯერ მეტია, ვიდრე მოცურების სახელმძღვანელო რელსები.
④ მას შეუძლია გააცნობიეროს უფსკრული მოძრაობა და გააუმჯობესოს მექანიკური სისტემის მოძრაობის სიმტკიცე.
⑤ დამზადებულია პროფესიონალი მწარმოებლების მიერ, აქვს მაღალი სიზუსტე, კარგი მრავალფეროვნება და მარტივი მოვლა.
5.სამღერძიანი ლაზერული შემოწმება:
Bosman-ის თითოეული მანქანა კალიბრირებულია გაერთიანებული სამეფოს RENISHAW კომპანიის ლაზერული ინტერფერომეტრით, რათა ზუსტად შეამოწმოს და კომპენსირება მოახდინოს სიმაღლის შეცდომის, უკუცემის, პოზიციონირების სიზუსტის, განმეორებითი პოზიციონირების სიზუსტის და ა.შ., რათა უზრუნველყოს დინამიური, სტატიკური სტაბილურობა და დამუშავების სიზუსტე. მანქანა .ბურთის ინსპექტირება თითოეული მანქანა იყენებს ბურთულას ბრიტანული RENISHAW კომპანიისგან, რათა დააკალიბროს ჭეშმარიტი წრის სიზუსტე და აპარატის გეომეტრიული სიზუსტე, და ჩაატაროს წრიული ჭრის ექსპერიმენტები ამავდროულად, რათა უზრუნველყოს აპარატის 3D დამუშავების სიზუსტე და წრიული სიზუსტე.


6.მანქანის გამოყენების გარემო:
6.1.აღჭურვილობის გამოყენების გარემოს მოთხოვნები
გარემოს ტემპერატურის მუდმივი დონის შენარჩუნება აუცილებელი ფაქტორია ზუსტი დამუშავებისთვის.
(1) ხელმისაწვდომი ატმოსფერული ტემპერატურის მოთხოვნებია -10°C-დან 35°C-მდე, როდესაც გარემოს ტემპერატურაა 20°C, ტენიანობა უნდა იყოს 40%-დან 75%-მდე.
(2) იმისათვის, რომ შევინარჩუნოთ აპარატის სტატიკური სიზუსტე მითითებულ დიაპაზონში, გარემოს ოპტიმალური ტემპერატურა საჭიროა იყოს 15°C-დან 25°C-მდე და ტემპერატურის სხვაობა არ უნდა აღემატებოდეს ±2°C/24სთ.
6.2.ელექტრომომარაგების ძაბვა: 3 ფაზა, 380 ვ, ±10% ძაბვის რყევის ფარგლებში, კვების სიხშირე: 50 ჰც.
6.3.თუ ძაბვა გამოყენების ზონაში არასტაბილურია, მანქანა აღჭურვილი უნდა იყოს სტაბილიზირებული ელექტრომომარაგებით, რათა უზრუნველყოს აპარატის ნორმალური მუშაობა.
6.4.მანქანას უნდა ჰქონდეს საიმედო დამიწება: დამიწების მავთული არის სპილენძის მავთული, მავთულის დიამეტრი არ უნდა იყოს 10 მმ²-ზე ნაკლები და დამიწების წინააღმდეგობა უნდა იყოს 4 ომზე ნაკლები.
6.5.აღჭურვილობის ნორმალური მუშაობის უზრუნველსაყოფად, თუ ჰაერის წყაროს შეკუმშული ჰაერი ვერ აკმაყოფილებს ჰაერის წყაროს მოთხოვნებს, ჰაერის ამოღებამდე უნდა დაემატოს ჰაერის წყაროს გამწმენდი მოწყობილობის კომპლექტი (დატენიანება, ცხიმის დაცლა, ფილტრაცია). აპარატის.
6.6.შეინახეთ მოწყობილობა მზის პირდაპირი სხივებისგან, ვიბრაციისა და სითბოს წყაროებისგან, მაღალი სიხშირის გენერატორებისგან, ელექტრო შედუღების აპარატებისგან და ა.შ. შორს, რათა თავიდან აიცილოთ აპარატის წარმოების უკმარისობა ან აპარატის სიზუსტის დაკარგვა.
7.Ტექნიკური პარამეტრები:
| მოდელი | 5020-5Z | |
| დამუშავების სამუშაო ნაწილის მაქსიმალური ზომა | სიგრძე × სიგანე × სიმაღლე (მმ) | 5000×2000×2500 |
| Gantry მაქსიმალური კვება | სიგანე (მმ) | 2300 |
| სამუშაო მაგიდის ზომა | სიგრძე X სიგანე (მმ) | 5000*2000 |
| მაგიდის მოგზაურობა | სამუშაო მაგიდა მოძრაობს წინ და უკან (მმ) | 5000 |
| ორმაგი ram აწევა და ქვემოთ | ვერძის ზევით და ქვევით დარტყმა (მმ) | 2500 |
| ჰორიზონტალური ვერძის ტიპის საბურღი თავი დენის თავი ერთი ორი | რაოდენობა (2) | 2 |
| ჰორიზონტალური ვერძის ტიპის საბურღი თავი დენის თავი ერთი ორი | Spindle taper | BT50 |
| Spindle სიჩქარე (r/წთ) | 30-5000 | |
| სერვო spindle ძრავის სიმძლავრე (კვტ) | 37*2 | |
| მანძილი ცხვირის ბოლოების ცენტრებს შორის (მმ) | 1500-2500 მმ | |
| ერთი ვერძის მარცხენა და მარჯვენა დარტყმა (მმ) | 500 | |
| ორმაგი ვერძის მარცხენა და მარჯვენა დარტყმა (მმ) | 1000 | |
| ორმხრივი პოზიციონირების სიზუსტე | 300 მმ * 300 მმ | ±0.025 |
| ორმხრივი განმეორებითი პოზიციონირების სიზუსტე | 300 მმ * 300 მმ | ±0.02 |
| მთლიანი წონა (ტ) | (დაახლოებით) 55 | მთლიანი წონა (ტ) |






