






BOSM -4014 მოპირდაპირე-თავის მოსაწყენი საღარავი მანქანა
1. მანქანის გამოყენება:
BOSM- 6000* 1000 ფიქსირებული სხივი CNC განთრი ორსვეტიანი თავდახურული საბურღი და საღარავი მანქანა არის ექსკავატორის მკლავების/ჯოხების დასამუშავებლად სპეციალური ჩარხი. ბალიში, შეუძლია გააცნობიეროს სამუშაო ნაწილის სწრაფი დამუშავება, სამუშაო ნაწილის გაბურღვა, დაფქვა და დამუშავება შესაძლებელია ეფექტური დარტყმის დიაპაზონში, სამუშაო ნაწილის დამუშავება შესაძლებელია ადგილზე (მეორადი შეკვრა არ არის საჭირო), დატვირთვისა და გადმოტვირთვის სიჩქარე არის სწრაფი, პოზიციონირების სიჩქარე სწრაფია და დამუშავების სიზუსტე მაღალია. მაღალი, მაღალი დამუშავების ეფექტურობა.
2.მანქანა სტრუქტურათვისებები:
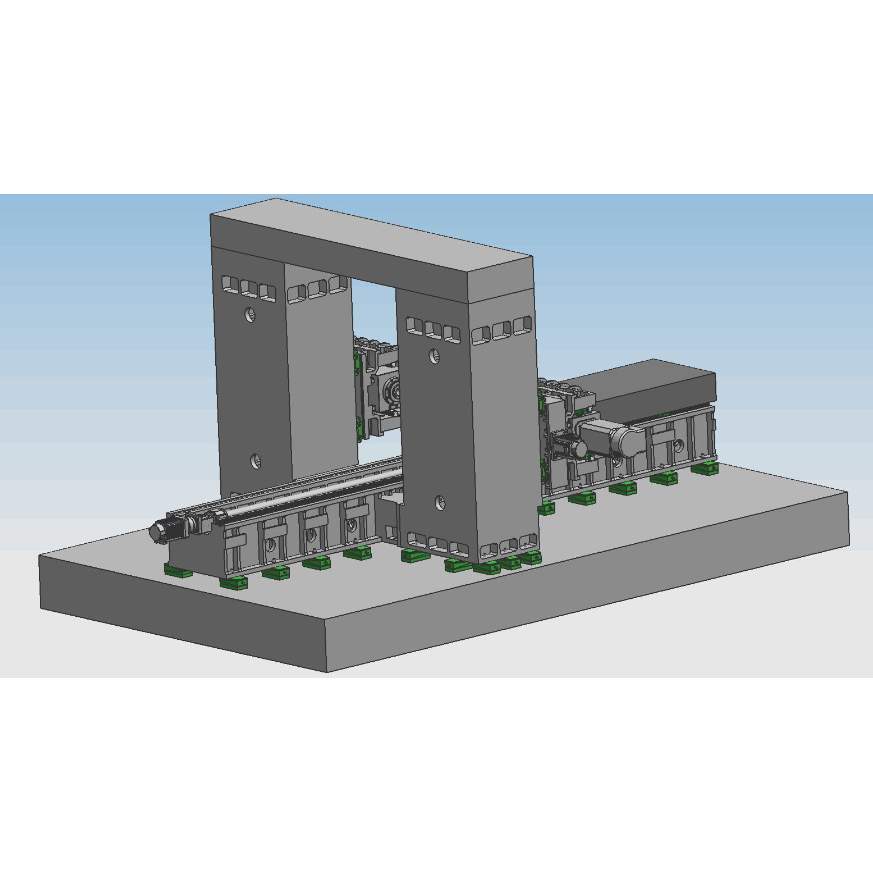
ჩარხულის ძირითადი კომპონენტები: საწოლი, სამუშაო მაგიდა, მარცხენა და მარჯვენა სვეტები, სხივები, განლაგების დამაკავშირებელი სხივები, უნაგირები, ვერძები და ა. ქვიშის ორმო → ვიბრაციული დაძველება → თერმული დამუშავება ღუმელის დამუშავება→ვიბრაციული დაძველება→უხეში დამუშავება→ვიბრაციული დაძველება→ცხელი ღუმელის ადუღება→ვიბრაციული დაძველება→ დასრულება, მთლიანად აღმოფხვრის ნაწილების ნეგატიურ სტრესს და ინარჩუნებს ნაწილების მუშაობას სტაბილურად. ფიქსირებული საწოლი, მარცხენა და მარჯვენა სვეტები, განლაგებული და სამუშაო მაგიდა მოძრაობს; მას აქვს დაფქვის, ბურღვის, ბურღვის, ჩაძირვის, ჩამოსასხმელი და ა.შ. ფუნქციები. ხელსაწყოს გაგრილების მეთოდი არის გარე გაგრილება. ჩარხი შეიცავს 5 კვების ღერძს, რომელსაც შეუძლია გააცნობიეროს 4 ღერძიანი კავშირი და 5 ღერძიანი ერთჯერადი მოქმედება. არის 2 დენის თავი. მანქანის ხელსაწყოს ღერძი და დენის თავი ნაჩვენებია ქვემოთ მოცემულ სურათზე.X


2.1.ღერძული გადაცემის კვების ნაწილის ძირითადი სტრუქტურა
2.1.1.X-ღერძი:სამუშაო მაგიდა ორმხრივად მოძრაობს ფიქსირებული საწოლის გზამკვლევის გასწვრივ.
X 1 - ღერძის ძრავა: AC სერვო ძრავა პლუს მაღალი სიზუსტის პლანეტარული რედუქტორი ამოძრავებს ბურთიანი ხრახნით სამუშაო მაგიდაზე მოძრაობას X ღერძის ხაზოვანი მოძრაობის რეალიზაციისთვის
გზამკვლევი სარკინიგზო ფორმა: დააყენეთ ორი მაღალი სიმტკიცის ზუსტი ხაზოვანი გზამკვლევი.
2.1.2 Z1 ღერძი:დენის თავი და უნაგირი ვერტიკალურად არის დაყენებული სვეტის წინა მხარეს და საპირისპიროა მაღლა და ქვევით სვეტის გზამკვლევის გასწვრივ.
Z1 ღერძიანი ტრანსმისია: AC სერვო ძრავა და სინქრონული ბორბალი გამოიყენება ბურთის ხრახნიანი ხრახნის ამოსაძვრელად უნაგირის გასატარებლად Z- ღერძის ხაზოვანი მოძრაობის განსახორციელებლად.
2.1.3 Z2 ღერძი:დენის თავი და უნაგირი ვერტიკალურად არის დაყენებული სვეტის წინა მხარეს და საპირისპიროა მაღლა და ქვევით სვეტის გზამკვლევის გასწვრივ.
Z2 ღერძიანი გადაცემათა კოლოფი: AC სერვო ძრავა და სინქრონული ბორბალი გამოიყენება ბურთულიანი ხრახნის ამოსაძვრელად უნაგირის გასატარებლად Z- ღერძის წრფივი მოძრაობის განსახორციელებლად.
2.1.4 Y1 ღერძი:დენის სათავე უნაგირი დამონტაჟებულია ვერტიკალურად მარჯვენა სვეტის წინა მხარეს და მოძრაობს მარცხნივ და მარჯვნივ სვეტის გზამკვლევის გასწვრივ.
Y1 ღერძის გადაცემათა კოლოფი: AC სერვო ძრავა პლუს მაღალი სიზუსტის პლანეტარული რედუქტორი გამოიყენება ვერძის გადასაადგილებლად ბურთის ხრახნით გადასაადგილებლად Y1- ღერძის წრფივი მოძრაობის გასაცნობად.
2.1.5 Y2 ღერძი:ელექტრული თავსაბურავი ვერტიკალურად არის დამონტაჟებული მარჯვენა სვეტის წინა მხარეს და მოძრაობს მარცხნივ და მარჯვნივ სვეტის გზამკვლევის გასწვრივ.
Y2 ღერძის გადაცემა: AC სერვო ძრავა პლუს მაღალი სიზუსტის პლანეტარული რედუქტორი გამოიყენება ვერძის გადასაადგილებლად ბურთის ხრახნით გადასაადგილებლად Y2 ღერძის ხაზოვანი მოძრაობის განსახორციელებლად.
2.2.საბურღი და საღეჭი დენის ხელმძღვანელის მოძრავი მიმართულება (მათ შორის დენის სათავე 1 და 2) იღებს კვადრატულ ვერძის სტრუქტურას, ყველაზე მოწინავე მავთულის მყარი კომბინირებული სახელმძღვანელო რელსის მეთოდს, მყარი ლიანდაგი გარშემორტყმულია ძლიერი საყრდენით, 4 ხაზოვანი როლიკებით სახელმძღვანელო რელსით. წყვილები იმართება და დისკი იყენებს AC სერვო ძრავას მართეთ სინქრონული ქამარი (i=2) და ზუსტი ბურთიანი ხრახნიანი გადაცემათა კოლოფი, დენის თავი იყენებს სერვო ძრავას სინქრონული სარტყლისა და სინქრონული ბორბლის შენელებისთვის, ხელმძღვანელობს მძიმე სიზუსტით. გზამკვლევი სარკინიგზო წყვილი და ამოძრავებს ვერტიკალურ ბურთულ ხრახნს ბრუნვისკენ, აცნობიერებს დენის თავსარის გაკეთებას მაღლა და ქვევით ვერტიკალურ მოძრაობას და აღჭურვილია აზოტის ბალანსის ზოლით, რათა შეამციროს მანქანის თავის ტარების მოცულობა ხრახნიანზე და სერვოძრავაზე. Z-ღერძის ძრავას აქვს ავტომატური დამუხრუჭების ფუნქცია. ელექტროენერგიის გათიშვის შემთხვევაში, ავტომატური მუხრუჭები მჭიდროდ იჭერს ძრავის ლილვს. ისე, რომ მას არ შეუძლია ბრუნვა. მუშაობისას, როდესაც საბურღი არ ეხება სამუშაო ნაწილს, ის სწრაფად იკვებება; როდესაც საბურღი ბიტი ეხება სამუშაო ნაწილს, ის ავტომატურად გადადის სამუშაო კვებაზე. როდესაც საბურღი ბიტი შეაღწევს სამუშაო ნაწილს, ის ავტომატურად გადადის სწრაფ გადახვევაზე; როდესაც საბურღი ნაჭრის ბოლო ტოვებს სამუშაო ნაწილს და მიაღწევს დადგენილ პოზიციას, სამუშაო მაგიდა გადავა შემდეგ ხვრელის პოზიციაზე ავტომატური ცირკულაციის რეალიზაციისთვის. დენის თავი იყენებს მავთულის და მყარი ლიანდაგის კომბინაციას, რაც არა მხოლოდ უზრუნველყოფს აღჭურვილობის მუშაობის სიჩქარეს, არამედ მნიშვნელოვნად აძლიერებს აღჭურვილობის სიმტკიცეს. და მას შეუძლია გააცნობიეროს ბრმა ხვრელების ბურღვის, დაფქვის, ჩაღრმავების, ჩიპის გატეხვის, ჩიპის ავტომატური ამოღების და ა.შ. ფუნქციები, რაც აუმჯობესებს შრომის პროდუქტიულობას.

(მარცხენა დენის თავი)
2.3. ჩიპის მოცილება და გაგრილება
სამუშაო მაგიდის ქვემოთ ორივე მხარეს დამონტაჟებულია სპირალური და ბრტყელი ჯაჭვის ჩიპის კონვეიერები, ხოლო ჩიპები შეიძლება ავტომატურად განთავისუფლდეს ჩიპის კონვეიერში ბოლოს სპირალური და ჯაჭვის ფირფიტების ორ ეტაპად ცივილიზებული წარმოების განსახორციელებლად. ჩიპის კონვეიერის გამაგრილებლის ავზში არის გამაგრილებელი ტუმბო, რომელიც შეიძლება გამოყენებულ იქნას ხელსაწყოს გარე გაგრილებისთვის, რათა უზრუნველყოს ბურღვის შესრულება და საბურღი ბიტის მომსახურების ვადა, ხოლო გამაგრილებლის გადამუშავება შესაძლებელია.
3.სრული ციფრული რიცხვითი კონტროლის სისტემა:
3.1.ჩიპის გატეხვის ფუნქციით, ჩიპის გატეხვის დრო და ჩიპის გატეხვის ციკლი შეიძლება დაყენდეს კაცი-მანქანის ინტერფეისზე.
3.2.ხელსაწყოს ამწევის ფუნქციით, ხელსაწყოს აწევის სიმაღლე შეიძლება დაყენდეს ადამიანი-მანქანის ინტერფეისზე. როდესაც ბურღვა მიაღწევს ამ სიმაღლეს, საბურღი სწრაფად აწევს სამუშაო ნაწილის ზედა ნაწილში, შემდეგ კი ჩიპები იყრება და შემდეგ სწრაფად გადადის საბურღი ზედაპირზე და ავტომატურად გარდაიქმნება სამუშაოდ.
3.3.ცენტრალიზებული ოპერაციული კონტროლის ყუთი და ხელის დანადგარი იყენებს რიცხვითი კონტროლის სისტემას და აღჭურვილია USB ინტერფეისით და LCD თხევადკრისტალური ეკრანით. პროგრამირების, შენახვის, ჩვენების და კომუნიკაციის გასაადვილებლად, ოპერაციულ ინტერფეისს აქვს ფუნქციები, როგორიცაა კაცი-მანქანის დიალოგი, შეცდომის კომპენსაცია და ავტომატური განგაში.
3.4.მოწყობილობას აქვს დამუშავებამდე ხვრელის პოზიციის წინასწარი დათვალიერების და ხელახალი შემოწმების ფუნქცია და ოპერაცია ძალიან მოსახერხებელია.
4. ავტომატური შეზეთვა
ჩარხების ზუსტი ხაზოვანი სახელმძღვანელო სარკინიგზო წყვილი, ზუსტი ბურთის ხრახნიანი წყვილი და სხვა მაღალი სიზუსტის მოძრაობის წყვილი აღჭურვილია ავტომატური შეზეთვის სისტემებით. ავტომატური საპოხი ტუმბო გამოყოფს წნევის ზეთს, ხოლო საპოხი ზეთის რაოდენობრივი კამერა შედის ზეთში. ზეთის კამერის ზეთით შევსების შემდეგ, როდესაც სისტემაში წნევა 1,4-1,75 მპა-მდე მოიმატებს, სისტემაში წნევის ჩამრთველი იკეტება, ტუმბო ჩერდება და განტვირთვის სარქველი ერთდროულად იტვირთება. როდესაც გზაზე ზეთის წნევა ეცემა 0,2 მპა-ზე დაბლა, რაოდენობრივი ლუბრიკატორი იწყებს საპოხი წერტილის შევსებას და ასრულებს ზეთის ერთ შევსებას. რაოდენობრივი ზეთის ინჟექტორის ზეთის ზუსტი მიწოდების და სისტემის წნევის გამოვლენის გამო, ზეთის მიწოდება საიმედოა, რაც უზრუნველყოფს ზეთის ფირის არსებობას თითოეული კინემატიკური წყვილის ზედაპირზე, ამცირებს ხახუნს და ცვეთას და ხელს უშლის დაზიანებისგან. გადახურებით გამოწვეული შიდა სტრუქტურა. , რათა უზრუნველყოს ჩარხების სიზუსტე და სიცოცხლე. მოცურების სახელმძღვანელო სარკინიგზო წყვილთან შედარებით, ამ ჩარხში გამოყენებული მოძრავი ხაზოვანი სახელმძღვანელო სარკინიგზო წყვილს აქვს მთელი რიგი უპირატესობები:
① მოძრაობის მგრძნობელობა მაღალია, მოძრავი გზამკვლევის ხახუნის კოეფიციენტი მცირეა, მხოლოდ 0,0025~0,01, ხოლო მამოძრავებელი ძალა მნიშვნელოვნად შემცირებულია, რაც მხოლოდ ჩვეულებრივი მანქანების 1/10-ის ექვივალენტია.
② განსხვავება დინამიურ და სტატიკურ ხახუნს შორის ძალიან მცირეა, ხოლო შემდგომი შესრულება შესანიშნავია, ანუ დროის ინტერვალი მამოძრავებელ სიგნალსა და მექანიკურ მოქმედებას შორის ძალიან მოკლეა, რაც ხელს უწყობს რეაგირების სიჩქარისა და მგრძნობელობის გაუმჯობესებას. რიცხვითი კონტროლის სისტემა.
③ შესაფერისია მაღალსიჩქარიანი ხაზოვანი მოძრაობისთვის და მისი მყისიერი სიჩქარე დაახლოებით 10-ჯერ მეტია, ვიდრე მოცურების სახელმძღვანელო რელსები.
④ მას შეუძლია გააცნობიეროს უფსკრული მოძრაობა და გააუმჯობესოს მექანიკური სისტემის მოძრაობის სიმტკიცე.
⑤ დამზადებულია პროფესიონალი მწარმოებლების მიერ, აქვს მაღალი სიზუსტე, კარგი მრავალფეროვნება და მარტივი მოვლა.

5. მანქანის გამოყენების გარემო:
კვების წყარო: სამფაზიანი AC380V ± 10% , 50Hz ± 1 გარემოს ტემპერატურა: 0 ° ~ 45 °
ხუთი, ძირითადი ტექნიკური პარამეტრები:


| მოდელი | BOSM4014 | |
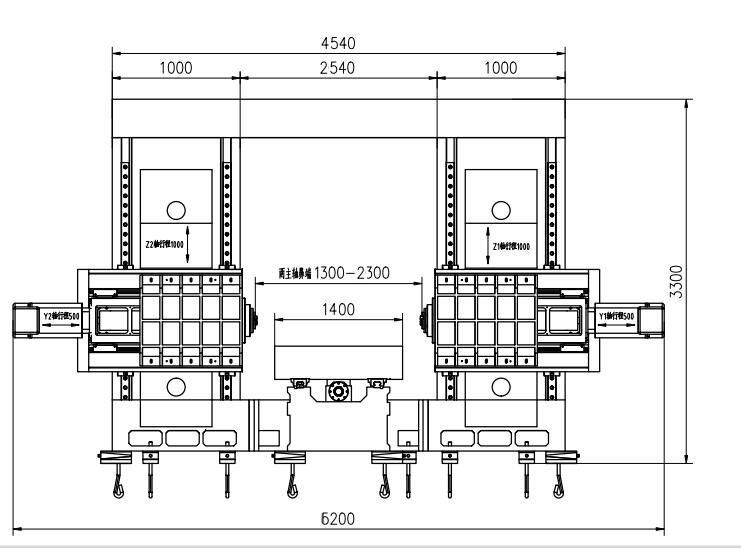
| დამუშავების სამუშაო ნაწილის მაქსიმალური ზომა | სიგრძე × სიგანე × სიმაღლე (მმ) 4000 × 1600 × 1000 | |
| Gantry მაქსიმალური კვება | სიგანე (მმ) | 2300 |
| სამუშაო მაგიდის ზომა | სიგრძე X სიგანე (მმ) | 4000*1400 |
|
ჰორიზონტალური ვერძის ტიპის საბურღი თავი დენის თავი ერთი ორი
| რაოდენობა (2) | 2 |
| Spindle taper | BT50 | |
| ბურღვის დიამეტრი (მმ) | Φ2-Φ60 | |
| ჩამოსასხმელი დიამეტრი (მმ) | M3-M30 | |
| საღარავი საჭრელი დისკის დიამეტრი (მმ) | 300 | |
| Spindle სიჩქარე (r/წთ) | 30-6000 | |
| სერვო spindle ძრავის სიმძლავრე (კვტ) | 37 | |
| ზურგის ცხვირის მანძილი მაგიდის ცენტრიდან (მმ) | 650-1150 წწ | |
| ერთი ვერძის მარცხენა და მარჯვენა დარტყმა (მმ) | 500 | |
| მანძილი ვერძის ცენტრსა და მაგიდის სიბრტყეს შორის (მმ) | 200-1400 წწ | |
| ვერძის ზევით და ქვევით დარტყმა (მმ) | 1200 | |
| განმეორებადობა | 300 მმ * 300 მმ | ±0.02 |
| ჩარხების ზომები | სიგრძე × სიგანე × სიმაღლე (მმ) | ნახატების მიხედვით |
| მთლიანი წონა (ტ) | (დაახლოებით) 36 | |

ზემოაღნიშნული პარამეტრები არის წინასწარი დიზაინის პარამეტრები. რეალურ დიზაინში შეიძლება იყოს ცვლილებები სამუშაო ნაწილის დამუშავების მოთხოვნებისა და ჩარხების დიზაინის მოთხოვნების შესაბამისად, რათა დააკმაყოფილოს თქვენი კომპანიის გადამამუშავებელი ნაწილების მოთხოვნები.






