
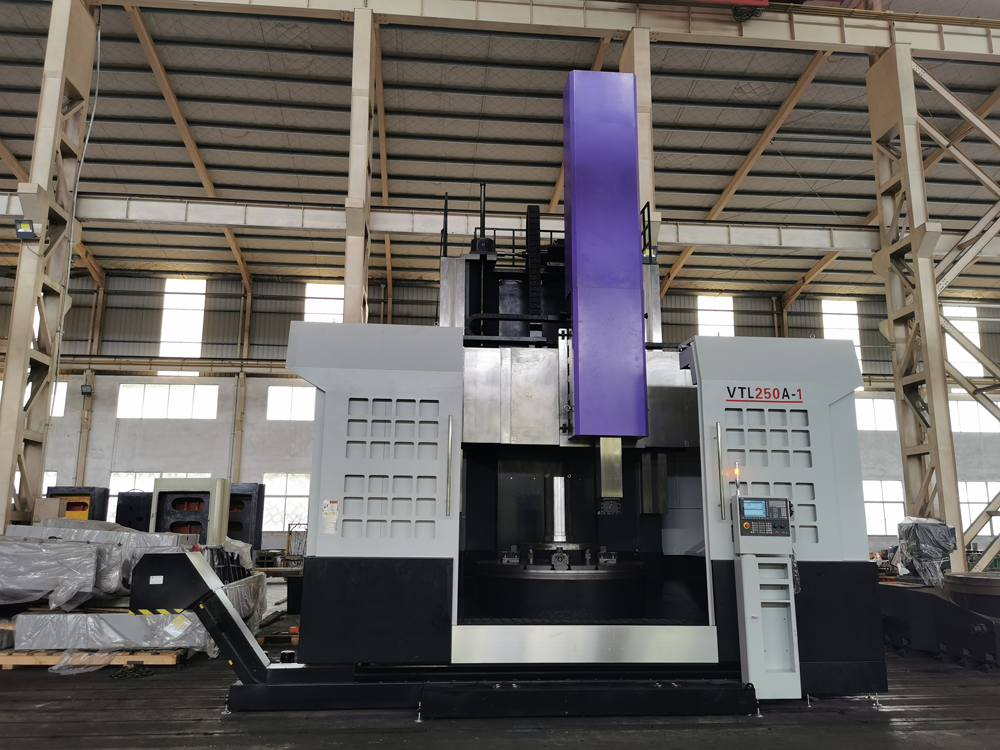
ფართომასშტაბიანიCNC ვერტიკალური სახამებლებიარის ფართომასშტაბიანი მანქანები, რომლებიც გამოიყენება დიდი და მძიმე სამუშაო ნაწილების დასამუშავებლად დიდი რადიალური ზომებით და შედარებით მცირე ღერძული ზომებით და რთული ფორმებით.მაგალითად, ცილინდრული ზედაპირი, ბოლო ზედაპირი, კონუსური ზედაპირი, ცილინდრული ხვრელი, სხვადასხვა დისკების კონუსური ხვრელი, ბორბლები და სამუშაო ნაწილების ნაკრები ასევე შეიძლება დამუშავდეს დამატებითი მოწყობილობების დახმარებით ძაფის, სფერული ზედაპირის, პროფილირების, ფრეზირებისა და დაფქვისთვის.
ფართომასშტაბიანი დამხმარე დროCNC VTL მანქანაძალიან მოკლეა.მას შეუძლია დაასრულოს დამუშავების მთელი შინაარსი ერთ შეკვრაში.შეეცადეთ აირჩიოთ ღია სამაგრი მაღალი სიმტკიცით, რომელიც ხელს არ შეუშლის ხელსაწყოს გზას და შეუძლია დაასრულოს სამუშაო ნაწილის დამუშავება სპინდლის დარტყმის დიაპაზონში.როგორც უაღრესად ავტომატიზირებული ჩარხები, სხვადასხვა სიგნალიზაცია გამოჩნდება გამოყენების პერიოდის შემდეგ.ზოგიერთი არის სისტემის გაუმართაობა, ზოგი არის არასწორი პარამეტრის პარამეტრები და ზოგი მექანიკური გაუმართაობა.გულშემატკივართა სიგნალიზაცია ერთ-ერთი მათგანია.
 როდესაც ასეთი სიტუაცია მოხდება, ჯერ შეამოწმეთ შიდა ვენტილატორი.თუ არ შემობრუნდება, დაშალე და ნახე.თუ ის ძალიან ჭუჭყიანია, დამონტაჟებამდე გაწმინდეთ სპირტით ან ბენზინით.თუ განგაშია, თქვენ უნდა შეცვალოთ სერვო გამაძლიერებელი.HC ჩნდება.მიმდინარე განგაში, ძირითადად DC მხარეს არანორმალური დენის გამოსავლენად, ჯერ დააკვირდით სერვო პარამეტრებს და შემდეგ ამოიღეთ ძრავის ელექტროგადამცემი ხაზი.პერიოდის განმავლობაში არის სიგნალიზაცია სერვო გამაძლიერებლის გამოცვლისთვის.განგაში არ არის.შეცვალეთ ძრავა და ელექტროგადამცემი ხაზი სხვა ღერძთან, რათა დადგინდეს, არის ეს ძრავა თუ ელექტროგადამცემი ხაზი.პრობლემა: თუ J გამოჩნდება ეკრანზე, ეს დამოკიდებულია იმაზე, არის თუ არა ეს კომპიუტერის პრობლემა.შეამოწმეთ არის თუ არა დედაპლატა, ინტერფეისის კონვერტაციის დაფა და PCRAM საკონტროლო დაფის მოწყობილობა, შეცვალეთ და გამართეთ, სანამ არ დადგინდება მიზეზი და შემდეგ მოაგვარეთ პრობლემა.
როდესაც ასეთი სიტუაცია მოხდება, ჯერ შეამოწმეთ შიდა ვენტილატორი.თუ არ შემობრუნდება, დაშალე და ნახე.თუ ის ძალიან ჭუჭყიანია, დამონტაჟებამდე გაწმინდეთ სპირტით ან ბენზინით.თუ განგაშია, თქვენ უნდა შეცვალოთ სერვო გამაძლიერებელი.HC ჩნდება.მიმდინარე განგაში, ძირითადად DC მხარეს არანორმალური დენის გამოსავლენად, ჯერ დააკვირდით სერვო პარამეტრებს და შემდეგ ამოიღეთ ძრავის ელექტროგადამცემი ხაზი.პერიოდის განმავლობაში არის სიგნალიზაცია სერვო გამაძლიერებლის გამოცვლისთვის.განგაში არ არის.შეცვალეთ ძრავა და ელექტროგადამცემი ხაზი სხვა ღერძთან, რათა დადგინდეს, არის ეს ძრავა თუ ელექტროგადამცემი ხაზი.პრობლემა: თუ J გამოჩნდება ეკრანზე, ეს დამოკიდებულია იმაზე, არის თუ არა ეს კომპიუტერის პრობლემა.შეამოწმეთ არის თუ არა დედაპლატა, ინტერფეისის კონვერტაციის დაფა და PCRAM საკონტროლო დაფის მოწყობილობა, შეცვალეთ და გამართეთ, სანამ არ დადგინდება მიზეზი და შემდეგ მოაგვარეთ პრობლემა.

რა საკითხებს საჭიროებს ყურადღება დიდი CNC-ის შენარჩუნებაშიVTL Machining?
1. ყოველ ჯერზე მთავარი ძრავის გაშვების შემდეგ, სპინდლის დაუყონებლივ გაშვება შეუძლებელია.მხოლოდ მას შემდეგ, რაც საპოხი ტუმბო ნორმალურად იმუშავებს და ზეთის სარკმელს მოვა ზეთი, შეიძლება სპინდლის გაშვება, რათა ჩარხ-ინსტრუმენტმა იმუშაოს.
2. ხრახნის გამოყენება შესაძლებელია მხოლოდ ძაფების შემობრუნებისას მისი სიზუსტისა და სიცოცხლის უზრუნველსაყოფად.
3. შეინახეთ შიგნით და გარეთჩარხსისუფთავე რომ იყოს, მანქანის ნაწილები დასრულებულია, ხრახნიანი ღეროები და გაპრიალებული ღეროები უცხიმოა, ხოლო სახელმძღვანელო სარკინიგზო ზედაპირები სუფთა და ხელუხლებელია.
4. შეასრულეთ თითოეული საპოხი წერტილის შეზეთვის სამუშაოები მითითებული მოთხოვნების შესაბამისად (დამატებითი იხილეთ ჩარხ-ინსტრუმენტების შეზეთვის სისტემის ეტიკეტის ინსტრუქციები).
5. რეგულარულად შეამოწმეთ და დაარეგულირეთ V-ღამრის შებოჭილობაCNC ვერტიკალური ხორხი.
6. ყურადღება მიაქციეთ, შეამოწმოთ ზეთის ტუმბოს სამუშაო მდგომარეობა, რათა დარწმუნდეთ, რომ თავსახურსა და შესანახი კოლოფს აქვს საკმარისი საპოხი ზეთი.საპოხი ზეთი თითოეულ ავზში არ უნდა იყოს დაბალი, ვიდრე თითოეული ზეთის სტანდარტის ცენტრი, წინააღმდეგ შემთხვევაში ჩარხი დაზიანდება ცუდი შეზეთვის გამო.
7. ყოველკვირეულად გაწმინდეთ ზეთის ფილტრის სპილენძის ბადე საწოლის გვერდითი ყუთის ზეთის შესასვლელში, რათა დარწმუნდეთ, რომ საპოხი ზეთი სუფთაა.
8. როდესაც სპინდლი ბრუნავს დიდი სიჩქარით, არავითარ შემთხვევაში არ უნდა გაჭიმოთ გადართვის სახელური.

გამოქვეყნების დრო: ნოე-24-2021